
Характеристики пластика ABS для 3d принтера
ABS-пластик – это термопластик, обладающий особой ударопрочностью. Материал пользуется спросом в промышленных целях для производства спортивных принадлежностей, сантехники, мебели и др. Благодаря особым физическим и механическим свойствам, ABS предназначен для производства объектов, которые имеют практическую ценность.
Пластик отличается невысокой стоимостью и простотой использования, что делает его любимцем среди фанатов 3D печати. Предпочтительный метод для печати – послойное направление.
О чём пойдет речь:
Технические параметры
В таблице: «Характеристики ABS-пластика для 3D принтера», отражены основные параметры, позволяющие определить доступность материала для печати.
| Температура стеклования | 105 |
| Прочность изгиба | 41 МПа |
| Упругость при натяжении | 1628 МПа |
| Плотность | Примерно 1,05 г/см3 |
| Относительное удлинение | 6% |
| Предел разрывной прочности | 22 МПа |
| Усадка при охлаждении | До 0,8% |
Имейте ввиду, что конкретные параметры ABS для 3D печати зависят от производителя. Некоторые изготовители добавляют к материалу примеси термопластиков, самый распространенный – полистирол. Такая операция приводит к изменению температурного режима экструзии, а также меняется устойчивость к некоторым растворителям.
К вопросу о безопасности
ABS-пластик для 3D принтера не вредит здоровью, если использовать его по всем правилам и в нормальных условиях. Однако при нагревании пластик начинает выделять токсичные пары акрилонитрина, которые могут стать причиной аллергии у человека. Что касается объема испарений, то он невелик, поскольку материал при печати расходуется очень медленно.
Работа с ABS требует от вас правильно оборудованного помещения. В комнате обязательно должна быть вытяжка и вентиляция. К обеспечению безопасности человеческого здоровья можно отнести и то, что хранить в такой посуде пищу или напитки строго запрещено, из-за опасных испарений.
Помимо ABS пластика существует также органический пластик PLA.
Различия между ABS и PLA
Самыми популярными видами пластика, используемого для печати, являются PLA и ABS для 3D принтера. На фото из интернета можно заметить, что материалы имеют множество цветов и оттенков для креативной печати.

ABS-пластик для 3D принтера
Что же такое нить PLA? Материал имеет органическую структуру, в отличие от ударопрочного ABS, и невысокий срок жизни. Из недостатков следует указать, что пластик плохо полируется ацетоном и имеет невысокую температуру плавления. Преимущество PLA – сохраняет форму во время печати, что особенно удобно для нанесения рисунка.

PLA для 3D принтера
Если говорить о комплекте ABS и PLA, то печать на материалах выглядит интересно и красиво. Самые интересные и яркие разновидности:
- Цвета металла. Печать на золотых, серебряных и бронзовых оттенках выгодно подчеркнет красоту вашего орнамента и добавит блеска в изделие.
- Флуоресцентный. Готовая картина будет светиться при ультрафиолете.
- Люминисцентный. Изделие красиво светится в темноте, что позволяет создать уникальную рекламу.
- Прозрачный и полупрозрачный. Картину выгодно подчеркнет светодиодная подсветка.

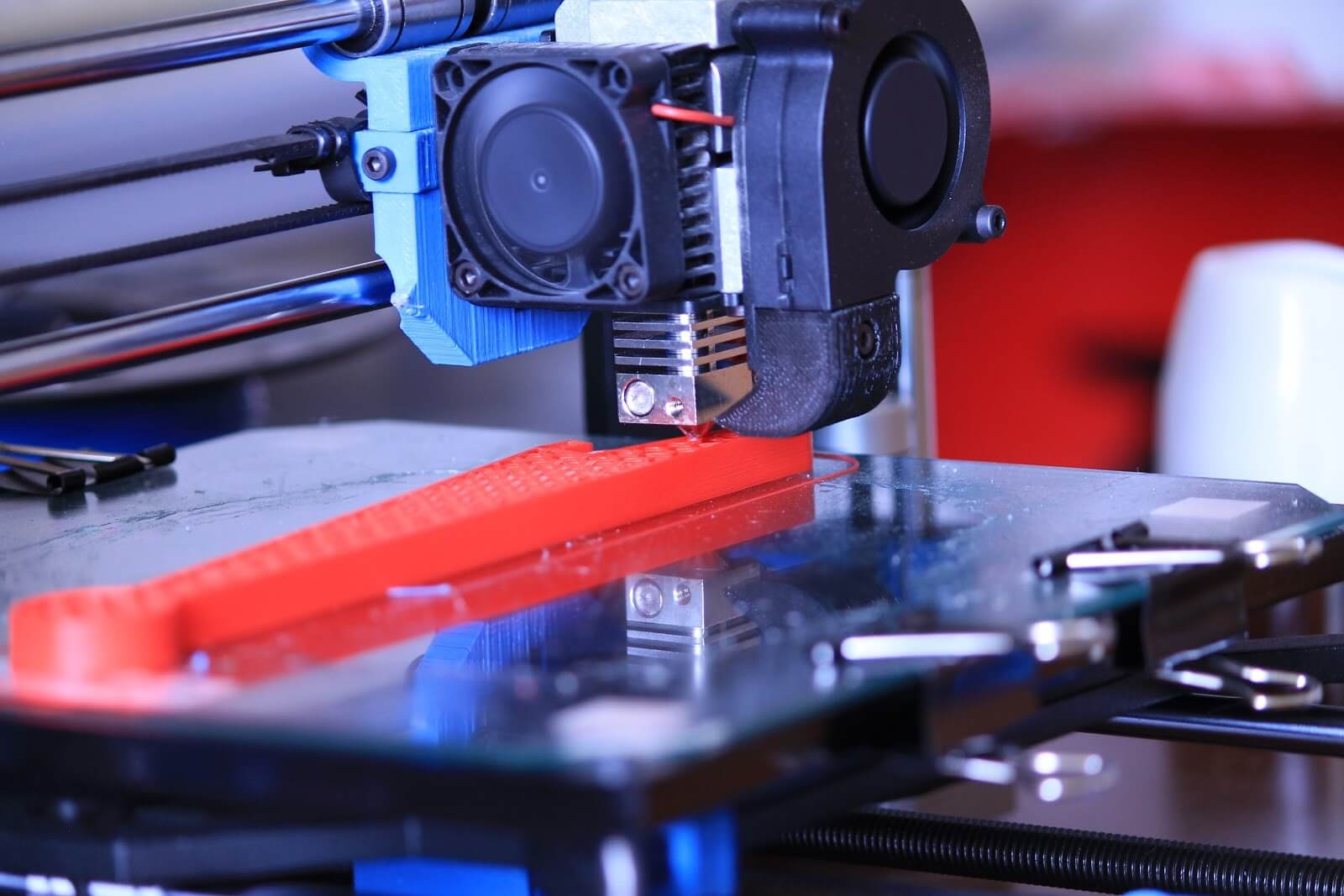
Печать на 3D принтере
Для необычной и броской рекламы чаще всего используется нить зеленого, желтого, голубого и фиолетового пластика. Для новичков печати на 3D принтере используйте пластик PLA. Среди его преимуществ перед ABS – легкость в использовании, ровная и гладкая поверхность. Характеристики PLA позволяют использовать его даже для печати больших предметов.
Преимущества и недостатки ABS
Используя принтер 3D для печати на пластике, нужно знать точные характеристики материала, который собираетесь использовать. Нить ABS имеет целый ряд преимуществ перед другими разновидностями:
- Высокая ударопрочность;
- Устойчивость к маслу, кислоте и влаге;
- Высокий порог теплостойкости;
- При правильных условиях хранения – долговечность;
- Большая палитра цветов;
- Практическая безвредность.

Фигурка из ABS-пластика
ABS-нить для 3D принтера имеет также и свои недостатки:
- Практическая неустойчивость к солнечному свету;
- Некоторая токсичность, которая влияет на сферы использования материала.
Плотность ABS позволяет печатать кубики для конструктора LEGO, баннеры для рекламы.
Адгезия
Для печати крупных деталей используются различные методы. Повысить адгезию прилипания можно с помощью разных методов, которые кратко описаны ниже:
- Лак для волос мегафиксации;
- Раствор ABS с ацетоном;
- Канцелярский клей сухой;
- Клей ПВА;
- Акриловый пластик.

Средство при слабой адгезии
Если учитывать характеристики ABS пластика для печати на 3D принтере, то можно выделить один из самых оптимальных и недорогих способов повышения адгезии – сахарный раствор. От смеси нет специфического запаха и цвета, к тому же, для раствора уходит очень мало сахара.

Эффектно будут выглядеть изделия, которые имеют прозрачный силуэт и витиеватый контур.
Кстати, если вы хотите получить качественное, прочное изделие, не забывайте об этапе охлаждения. Равномерное снижение температуры позволит добиться четкости исполнения.
Особенности печати
Используя 3D принтер печать ABS-пластиком выполнить несложно. Вещество имеет определенные характеристики, которые повышают его склонность к усадке, то есть охлаждение провоцирует потерю объема. В результате, готовая нить ABS деформируется и расслаивается. Избежать этого всего при печати на 3D принтере возможно, следует только прочесть специальную литературу.

Кроме того, ABS можно растворить в ацетоне и других жидкостях, что способствует производству крупных деталей. Если вы будете обрабатывать поверхность готового изделия ацетоном, то вы добьетесь идеально ровной поверхности, герметичности и продлить срок службы.
Многих интересует, сколько же пластика нужно закупить, чтобы хватило надолго. Прежде всего, материал подбирается под конечную цель и различается по способу использования. Если вы новичок в этом деле, то постарайтесь не закупать достаточно большое количество ABS.
ABS и PLA пластик: отличия, что лучше?
Сравнение двух популярных пластиков для 3D-печати: ABS и PLA. Какими свойствами они обладают, в чем похожи и по каким параметрам отличаются? Важные нюансы и сферы применения. Какой материал из двух следует выбрать?
ABS и PLA пластик — отличия

PLA (полилакид) — биоразлагаемый пластик, который также называется биополимером. Он обладает термопластичностью и биосовместимостью. Низкомолекулярным веществом, образующим его полимеры, выступает молочная кислота.
PLA производят из различных возобновляемых материалов. Это могут быть, к примеру, сахарный тростник или кукурузный крахмал. Помимо использования в области трехмерной печати, этот филамент задействуют для производства упаковок, стаканчиков и прочей различной тары. По своим свойствам он более экологичен, нежели материал ABS.
ABS (акрилонитрил бутадиен стирол) — термопластическая смола, которая обладает ударопрочностью и может быть повторно переработана. Это достаточно жесткий филамент. Его задействуют для производства электрического оборудования, бытовых приборов и даже конструкторов Лего.
Чем отличается и какой пластик лучше

Главные параметры материалов:
| Показатель | PLA | ABS |
| ПТР (показатель текучести расплава) | 10,3 см 3 / 10 мин | 9,7 см 3 / 10 мин |
| Температура стеклования | 60–65 °C | 110–125 °C |
| Температура застывания | 70–80 °C | 110–125 °C |
| Температура плавления | 160–190 °C | 210–240 °C |
| Температура 3D-печати | 190–220 °C | 230–250 °C |
| Рекомендованная температура рабочего столика для трехмерной печати | 50–70 °C (подогревать не обязательно) | 80–120 °C (подогревать обязательно) |
Что означают указанные в таблице показатели:
- ПТР означает легкость потока расплавленного материала. Характеристика измеряется в количестве пластика, которое может пройти сквозь капилляр заданной длины и диаметра за 10 минут.
- Температура стеклования — рубеж, после которого твердый и хрупкий материал переходит в расплавленное состояние при более сильном нагреве. Это существенный параметр, потому что если печатать предмет, который будет соприкасаться с горячей жидкостью или напитками (к примеру, стакан для кофе), с использованием PLA, то получится плохой результат. ABS для этого, к сожалению, тоже не сильно подойдет.
- Температура застывания обозначает рубеж сопротивляемости нагреванию. При показателе значения выше обозначенной модель начнет деформироваться. Если принтер имеет столик с подогревом, то уровень его температуры должен быть меньше этой отметки, иначе предмет искривится прямо во время построения слоев.
- Температура плавления (точка плавления) — показатель, при котором филамент начнет сплавиться.
- Температура 3D-печати — как правило, это значение должно быть выше, чем отметка плавления, потому что печатный материал должен быть уже расплавленным при подаче через экструдер, а не только начинать плавиться.
PLA — более хрупкий пластик и имеет большую твердостью поверхности. Также он сильнее поддается деформации при изгибе. Его нельзя обрабатывать ацетоном для улучшения гладкости поверхности.
Если при печати работать с рекомендуемыми производителем температурами, то предметы из ABS будут намного тверже и покажут большее сопротивление нагрузкам и различному внешнему воздействию, чем PLA.
Получается, что ABS лучше подходит для производства механических деталей и узлов, а также для предметов с большим сопротивлением агрессивным окружающим условиям. К тому же детали из ABS имеют лучшую гибкость и больше гнутся, чем ломаются из-за внешнего воздействия. ABS податливее, и его проще обрабатывать после завершения печати. Произведенные предметы поддаются шлифовке и покрытию краской. В дополнение их можно обрабатывать ацетоном для получения блестящей гладкой поверхности.
Области применения

Сферы использования ABS:
- крупные детали автомобилей (к примеру, радиаторные решетки, приборные щитки и элементы ручного управления);
- выключатели и переключатели;
- игрушки;
- канцелярские товары;
- детские конструкторы;
- корпусы бытовой техники и электроники, радио- и телеаппаратуры;
- элементы электроосветительных приборов;
- чемоданы и контейнеры;
- спортинвентарь;
- элементы оружия;
- предметы сантехники;
- корпусы промышленных аккумуляторов;
- настольные принадлежности;
- различные пластиковые карты;
- части медицинского оборудования и принадлежностей.
Сферы использования PLA:
- широкое использование в медицине, к примеру, для изготовления хирургических нитей и штифтов;
- биоразлагаемая экологически чистая упаковка;
- упаковочные изделия, которые выступают экологически чистой альтернативой традиционным бионеразлагаемым вариантам, изготовленным на базе нефти;
- средства личной гигиены;
- одноразовая посуда;
- детские игрушки и принадлежности;
- биоразлагаемые пакеты в некоторых супермаркетах;
- подшипники скольжения.
Сравнение недостатков

- низкие электроизоляционные свойства;
- слабая устойчивость к ультрафиолетовым лучам;
- растворяется в ацетоне, эфире, бензоле, анилине, анизоле, этилхлориде и этиленхлориде;
- слабо противостоит воздействиям атмосферы.
- При показателе влажности 80 % и повышенной температуре в пределах 55–70 °С разлагается в компосте за один месяц. Однако при низких показателях температуры и маленькой влажности воздуха, которые чаще встречаются в повседневной обстановке, хранение PLA не вызывает проблем.
- Предметы из этого филамента рекомендуется использовать в помещении, оберегая от попадания прямого солнечного света.
Точность

Во время использования ABS единственным значимым затруднением выступает сворачивание материала при соприкосновении с поверхностью рабочего стола. Этот вопрос решается просто, если прогревать саму рабочую поверхность. Для этого она должна быть плоской, чистой и гладкой. Также пользователи применяют дополнительные ходы, к примеру, наносят на рабочую зону смесь из ацетона и ABS или обрабатывают ее лаком для волос. Еще отличный результат показывают специальное покрытие fixpad и пленка для столика.
Нагревание столика нужно для того, чтобы обеспечить фазовое состояние контакта пластика и поверхности — он должен находиться в состоянии упругой деформируемости. Для ABS этот показатель варьируется в пределах 105–230 °C. Если температура ниже, он начнет кристаллизоваться и позже отслоится, а если выше, то трансформируется в состояние вязкой текучести и в результате тоже отслоится.
Стандартно столик прогревают до 70 °C. Такое действие дает поддержание всего изделия при показателе упругой деформируемости почти без градиента по слоям. Если модель больше 5 см, то качественно организовать это состояние можно будет только в закрытой камере.
На фоне ABS слои PLA сворачиваются намного меньше. Поэтому возникает вариант работы без подогрева столика. Можно использовать популярный синий скотч 3М. Он больше не выпускается, зато ему на смену появилось покрытие fixpad. Тотальный отказ от подогреваемой подложки может дать небольшое сворачивание больших слоев, хоть и каждый раз.
Во время воздействия больших температур PLA подвергается более серьезным фазовым трансформациям и становится текучим сильнее. Если материал активно охлаждать, то при работе можно произвести более заостренные элементы и углы, при этом не будет риска произвести хрупкий предмет. Усиленная текучесть гарантирует качественную цепкость между слоями, в итоге результат печати выходит более прочным.
Запах

Во время работы с ABS часто можно почувствовать резкий запах горячего пластика. Одни пользователи на это жалуется, другие не находят его крайне неприятным, либо же просто не замечают. Чтобы снизить запах в небольшом помещении, нужно иметь хорошую проветриваемость. Также стоит убедиться, что материал имеет достаточную чистоту, освобожден от примесей и доходит до требуемой температуры в надлежащем экструдере.
PLA, как уже говорилось выше, — это биопластик. Он изготавливается с помощью синтеза на основе растительного сырья, в котором есть крахмал или сахар. Это может быть, к примеру, кукуруза, сахарный тростник или зерновые культуры. Во время его нагревания появляется запах немного сладкого масла. Аромат, несомненно, не самый натуральный, но для многих он более приятен, чем запаха горячего пластика.
Хранение
Оба материала гигроскопичны, то есть притягивают и впитывают влагу из окружающего пространства. Это отрицательный момент, так как когда материал получает большое увлажнение, то качество печати начинает заметно страдать и вид конечного изделия ощутимо портится.
При работе с такими филаментами рекомендуется хранить их в закрытых контейнерах, поместив в прохладное и сухое место. Дополнительно производители этих печатных материалов нередко рекомендуют использовать пластик в течение короткого периода. Многие пользователи перед работой подсушивают материалы. Кто-то делает это с помощью подручных приспособлений, а другие используют специальные сушки для филаментов.
ABS достаточно просто просушить теплым сухим воздухом, к примеру, в электрической духовке. Лучшая температура для этой процедуры — 70 °C.
Взаимодействие с ABS и PLA покажет высокие результаты, если при их хранении избегать попадания влаги из воздуха и перед использованием ограждать филаменты от атмосферного воздействия.
Материал не разрушится, если неделю пролежит на полке торгового павильона, но длительное нахождение в увлажненной среде может негативно сказаться как на процессе печати, так и на конечном результате работы принтера.
Влажный ABS во время печати может начать брызгаться и пузыриться, что сразу же отразится на внешнем виде изделия, детальности и прочности получаемой модели. Также образуется риск засорения сопла потерявшим качество печатным материалом, а, возможно, и его полный выход из строя.
PLA взаимодействует с влагой немного иначе. Кроме пузырей и вывода сопла из строя, этот пластик может обесцветить и ухудшить качество печатаемых моделей, потому что при больших температурах начинается его деполимеризация. Материал легко высушить в обычной духовке при показателе 50–60 °C, но следует помнить, что после этого у филамента может измениться уровень кристаллизации, вследствие чего поменяются температура и прочие параметры экструдирования. Для большого количества моделей 3D-принтеров это окажется большим затруднением.
PLA или ABS – что лучше?

Чтобы понять, какой из двух вариантов лучше, сначала стоит определиться, для каких целей пользователю нужен тот или иной филамент.
PLA по внешнему виду больше напоминает стекло. В основном этот материал применяется в художественных целях, потому что с его помощью можно легко напечатать тонкие слои деталей, добиться точных и острых углов. Его пластичность помогает быстро достигнуть точности при производстве мелких деталей крепежа. Вдобавок для многих играет важную роль отсутствие резкого неприятного запаха горячего пластика во время работы.
ABS пригодится в тех случаях, когда есть необходимость сделать износостойкую прочную деталь, неприхотливую к условиям окружающей среды. Этот филамент более прочен, не так быстро разлагается, его легко обрабатывать и шлифовать. Но он обладает неприятным запахом во время печати, поэтому пользоваться ABS нужно в хорошо проветриваемом помещении.
Материал ABS в основном применяется в промышленных целях, PLA отлично подходит для трехмерной печати в домашних условиях.
Если отдавать предпочтение экологичности и красоте материала, то следует выбрать PLA. Если же главными факторами выступают прочность и долговечность, то лучше предпочесть ABS.
Важно помнить, что оба филамента необходимо держать в герметичной среде и не допускать их попадания во влажную среду на длительный срок.
- 10 августа 2020
- 9920
3D печать с ABS пластиком: печать прочных, рабочих компонентов
Узнайте о преимуществах и недостатках использования популярных материалов ABS в проектах 3D печати.
 3D печать с ABS пластиком: печать прочных, рабочих компонентов
3D печать с ABS пластиком: печать прочных, рабочих компонентов
Акрилонитрил-бутадиен-стирол (АБС, ABS) является вторым наиболее распространенным типом филаментов для 3D принтеров после PLA. По сравнению с PLA, с помощью ABS сложнее печатать, но он также предлагает лучшие механические свойства.
Хотя детали, напечатанные из ABS, не так долговечны, как из нейлона, но они более долговечны, чем детали, напечатанные из PLA, потому что ABS немного гибок. Это означает, что детали из ABS могут слегка деформироваться при воздействии большой нагрузки, а затем возвращаться к своей первоначальной форме, не подвергаясь постоянному повреждению.
ABS также легко обрабатывается с использованием ряда методов, включая ручное шлифование, механическую полировку и химическое сглаживание.
 Диаграмма оценки характеристик ABS пластика
Диаграмма оценки характеристик ABS пластика
Филамент из ABS пластика доступен у различных продавцов в широком спектре цветов. На рынке также имеется ряд специальных составов ABS, которые придают изделиям более привлекательный вид сразу после печати.
Стоимость
Как упоминалось ранее, ABS только немного дороже, чем PLA. Однокилограммовая катушка ABS стоит от 20 до 50 долларов.
Продавцы, предлагающие катушки в более высоком ценовом диапазоне, как правило, имеют более жесткие допуски на размеры материала, и иногда они предлагают ABS с добавками, улучшающими качество поверхности после печати.
Прочность
Самым большим преимуществом филаментов ABS перед другими материалами для 3D печати является их высокая механическая прочность.
ABS обладает способностью изгибаться или деформироваться при воздействии большого усилия или удара, а затем возвращаться к своей первоначальной форме. Это свойство материала измеряется как относительное удлинение при разрыве, которое выражает, насколько материал может изменить форму, прежде чем он разрушится. Относительное удлинение при разрыве ABS в среднем примерно в четыре раза больше, чем у PLA.
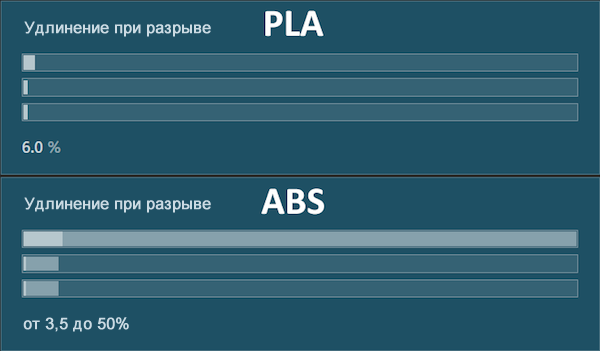 Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
По сравнению с другими распространенными материалами для 3D печати, ABS также обладает более высокой термостойкостью. Температура стеклования ABS (температура, при которой пластик размягчается и постоянно меняет форма) значительно выше, чем у других распространенных видов материалов, включая PLA.
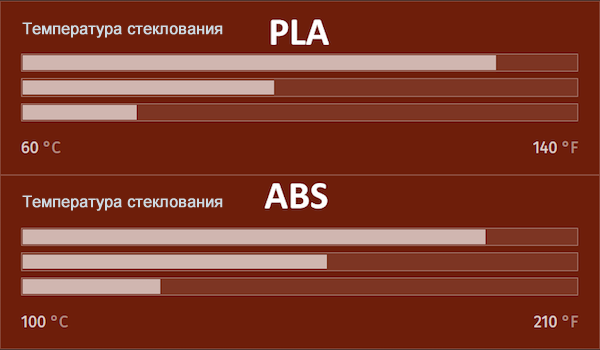 Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Постобработка
Эта более высокая температура стеклования также значительно облегчает шлифование деталей из ABS, поскольку в отличие от PLA и нейлона, он не размягчается и не приклеивается к наждачной бумаге.
Поэтому ABS не требует мокрого шлифования. Как и в большинстве случаев шлифования, для получения наилучших результатов вам следует начинать с более крупной наждачной бумаги и постепенно передвигаться к более мелкой зернистости бумаги.
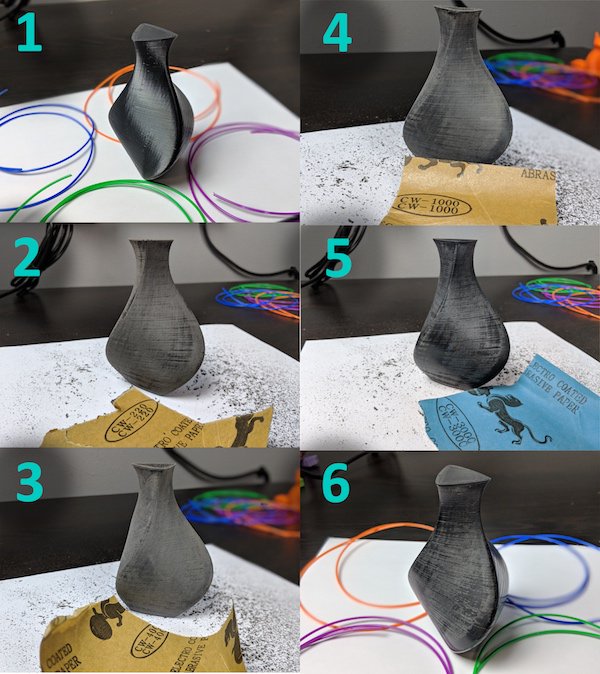 В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
Другой метод постобработки, который особенно популярен для деталей из ABS, – это химическое сглаживание. Чаще всего детали из ABS сглаживаются парами ацетона.
Основной процесс заключается в том, чтобы поместить напечатанную на 3D принтере деталь из ABS в герметичный контейнер на платформу над ацетоном. Когда ацетон испаряется, контейнер заполняется его парами. Поскольку ABS хорошо растворяется в ацетоне, этот пар (довольно быстро) растворяет верхний слой пластика. Поверхностное натяжение сжиженного ABS сглаживает деталь.
Посмотрите на изображение ниже, чтобы увидеть разницу между незаконченной и сглаженной паром деталями. На верхней фотографии изображена незаконченная 3D деталь из ABS с высотой слоя 0,2 мм. После 3D принтера у этой детали были только удалены поддержки. На нижнем изображении показана та же деталь после сглаживания холодным паром. Поверхность очень гладкая и достаточно глянцевая, чтобы быть отражающей.
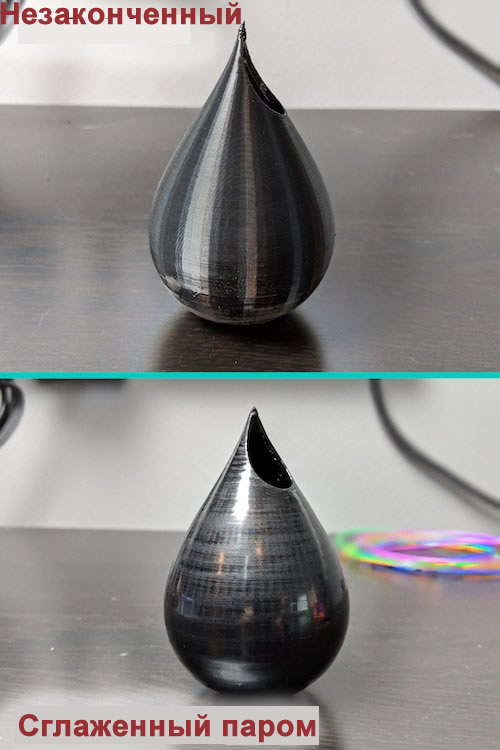 Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Следует отметить, что полировка деталей из ABS парами ацетона не особенно безопасна – при использовании этого метода следует соблюдать особую осторожность. Кроме того, пары ацетона легко воспламеняются, вдыхать их не очень полезно, и они могут легко повредить другие пластиковые детали на вашем рабочем месте, если ацетон содержится не правильным образом.
 Умное устройство для сглаживания паром Zortax Apoller
Умное устройство для сглаживания паром Zortax Apoller
Простота использования
ABS, безусловно, имеет некоторые преимущества по сравнению с другими распространенными материалами для 3D печати, но его основным недостатком является то, что ABS намного сложнее в использовании, особенно по сравнению с PLA.
Во-первых, ABS печатается при более высокой температуре, по сравнению с другими пластмассами, около 230°C. Для некоторых недорогих 3D принтеров, без цельнометаллических хотэндов, эта температура может быть близка к максимальной температуре, которую принтер может достичь.
Это может стать проблемой, потому что эти более простые 3D принтеры могут не иметь тепловых барьеров, предназначенных для сохранения дополнительного тепла в изолированном хотэнеде.
Деформация
По мере охлаждения ABS сжимается больше, чем другие пластики. Из-за этого серьезной проблемой для деталей из ABS является деформация. Поскольку разные части детали охлаждаются с разной скоростью, печатаемые детали из ABS могут деформироваться.
Это особенно очевидно, когда деформирующаяся часть отходит от печатного стола. Это может повлиять на сцепление слоев и привести к деформации всех слоев над искривленной областью. Детали также могут разделяться на части вдоль слоев в середине детали.
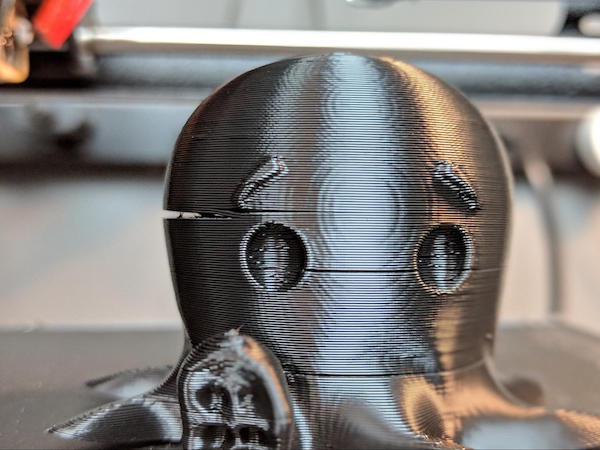
Посмотрите на пример ниже. На этом изображении вы можете увидеть умеренный уровень деформации на щупальцах осьминога. Когда ABS пластик остыл и сжался, он отошел от стола. Помимо деформации вашей детали, этот эффект может легко привести к сбою печати, если деталь упадет со стола, или если экструдер столкнется с деталью.
 Пример деформирования ABS пластика при охлаждении и сжатии
Пример деформирования ABS пластика при охлаждении и сжатии
Кроме распространенной проблемы с отхождением от стола при деформации ABS, есть еще и другая проблема – расслаивание по слоям. На приведенном ниже напечатанном объекте в нескольких местах разделены слои, которые возникли из-за того, что разные области объекта охлаждаются и сжимаются с разной скорость.
 Пример расслаивания напечатанного объекта из ABS пластика по слоям
Пример расслаивания напечатанного объекта из ABS пластика по слоям
Способы избежать деформации ABS
Для избежания стремления ABS к деформированию можно использовать несколько методов. Наиболее распространенным является использование стола с подогревом, что практически необходимо для успешной печати из ABS пластика.
Подогреваемый стол сохраняет тепло во время печати, позволяя детали остывать равномерно. Подогреваемый стол также значительно улучшает адгезию (сцепление) ABS пластика со столом.
 Один из способов избежать деформации – использование подогреваемого стола
Один из способов избежать деформации – использование подогреваемого стола
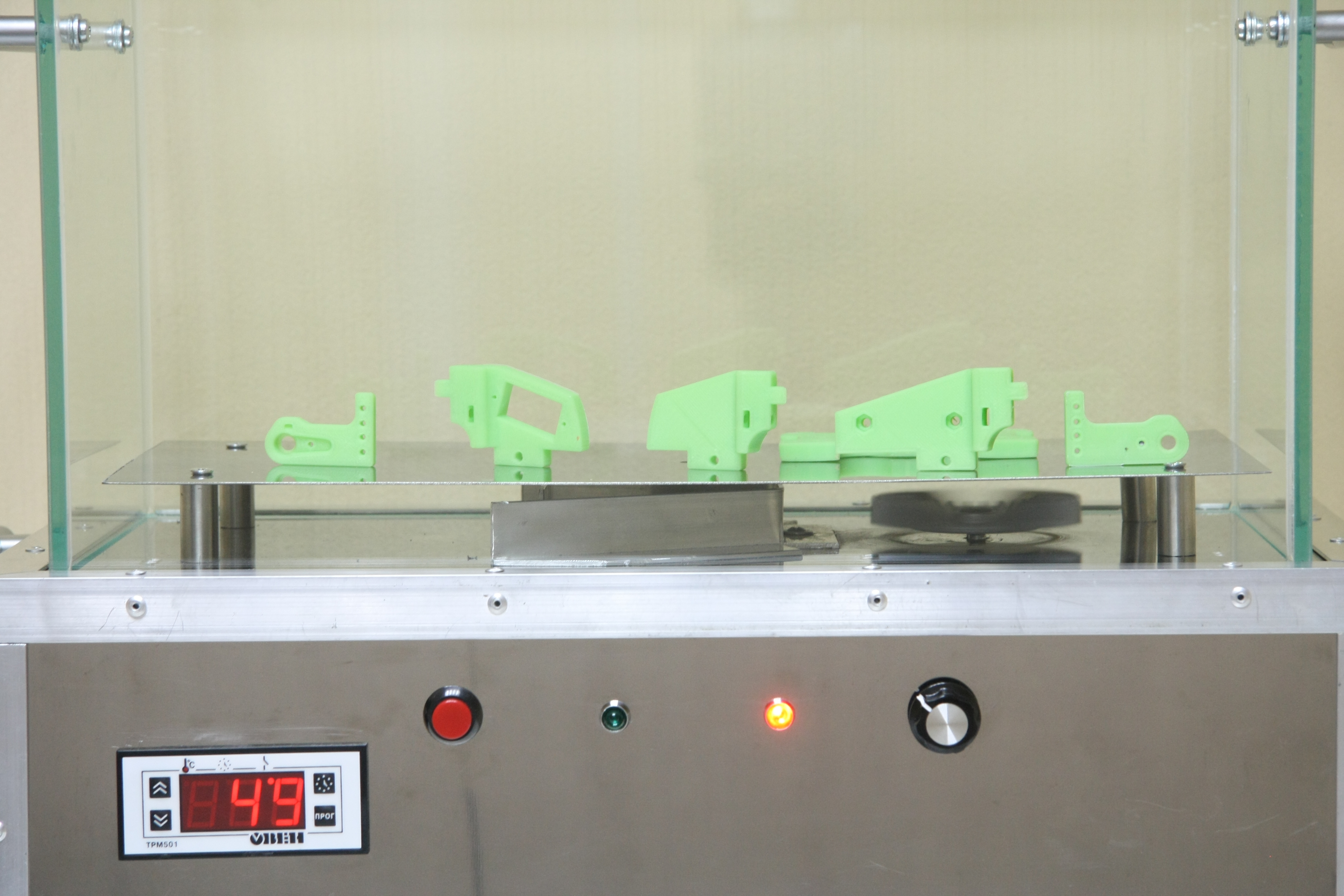
Однако даже с подогреваемым столом крупные детали всё еще могут страдать от деформации, включая расщепление по слоям. Поэтому некоторые пользователи 3D принтеров делают корпуса для своих принтеров. Поместив 3D принтер в изолированный корпус, мы увеличиваем температуру воздуха внутри корпуса.
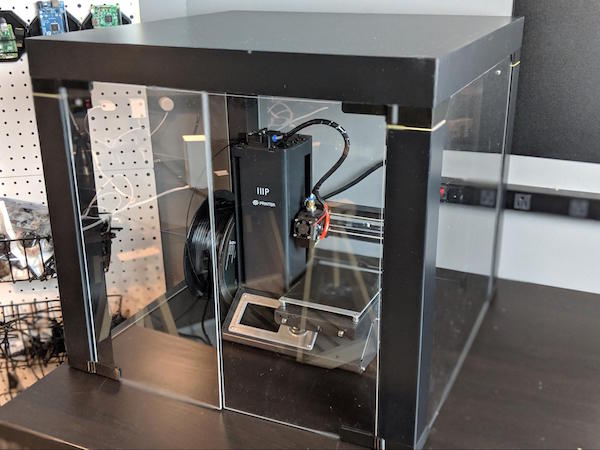 Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Использование изолированного корпуса имеет ту же цель, что и использование стола с подогревом, оно позволяет детали остывать равномерно, что снижает вероятность деформации. У корпусов есть дополнительное преимущество: они уменьшают сквозняки от движения воздуха в окружающей среде вокруг принтера, что также помогает поддерживать постоянную температуру всего печатаемого объекта.
Запах
Последнее, что нужно учитывать при печати с ABS, – это запах, который он производит. Хотя все материалы для 3D печати во время работы 3D принтера создают некоторый запах, у ABS он немного неприятнее, чем у других. Во время печати ABS сильно пахнет плавящимся пластиком (что имеет смысл – ведь он им и является).
Эти пары не только неприятно пахнут, но новые исследования также показывают, что они могут иметь негативные последствия для здоровья. Содержание этих неприятных запахов является еще одной причиной для использования закрытых корпусов.
Настройки 3D принтера для печати с ABS пластиком
Температура экструдера
ABS печатается при относительно высокой температуре, около 240°C. Для некоторых 3D принтеров начального уровня это уже вершина температурного диапазона, но 240°C достижимо даже без цельнометаллического хотэнда.
Температура стола принтера
Как и при любой 3D печати, на вашем конкретном принтере потребуется несколько пробных и ошибочных тестов, чтобы найти оптимальную температуру. Чтобы напечатать что-то, кроме самых мелких деталей, вам также понадобится стол с подогревом. Температура стола для ABS должна быть установлена около 80°C.
Адгезия (сцепление) стола
И, наконец, для лучшей адгезии можно использовать несколько материалов для покрытия стола. Самый распространенный трюк – использование ленты Kapton и лака для волос. Лента Kapton – это торговая марка полиимидной пленки, разработанной DuPont. Обычно она поставляется в виде рулонов самоклеющейся ленты, которую можно приклеивать на нагреваемые платформы.
После нанесения слоя каптоновой ленты, небольшого разбрызгивания лака для волос, оставленного для высыхания на 10-15 минут, создается комбинация, которая хорошо работает для улучшения адгезии стола с ABS пластиком. Другой метод, который можно использовать для улучшения адгезии к столу и предотвращения деформации, – это печать с использованием юбки или поля. Эти два метода увеличивают площать контакта между столом и печатаемым объектом, что улучшает общее сцепление.
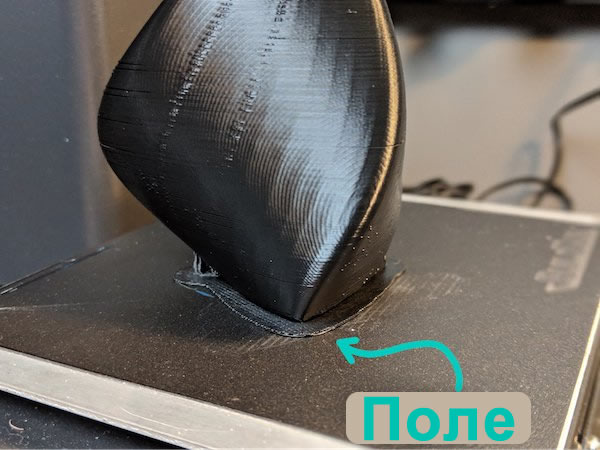 Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Также существует ряд специализированных печатных поверхностей, разработанных специально для оптимизации адгезии ABS, например, BuildTak.
Наиболее подходящие типы проектов для ABS пластика
Рабочие, прочные детали
ABS часто используется для проектов, включающих в себя рабочие детали, такие как шестерни, монтажные кронштейны, крючки, полки, запчасти и все другие виды объектов, которые требуют долговечности.
Прототипирование
ABS часто используется для создания прототипов продуктов, потому что он легко обрабатывается различными методами. ABS также является чрезвычайно распространенным пластиком для литья под давлением. Таким образом, опытные образцы 3D печати из ABS дают разработчикам хорошее представление о том, как будет работать отлитая конструкция.
Высокотемпературные проекты
ABS, по сравнению с другими пластмассами, имеет более высокую устойчивость к теплу, что делает напечатанные из ABS объекты полезными в средах, где детали сталкиваются с относительно высокими температурами, например, внутри автомобилей или около кухонного оборудования.
ABS пластик для 3D принтера
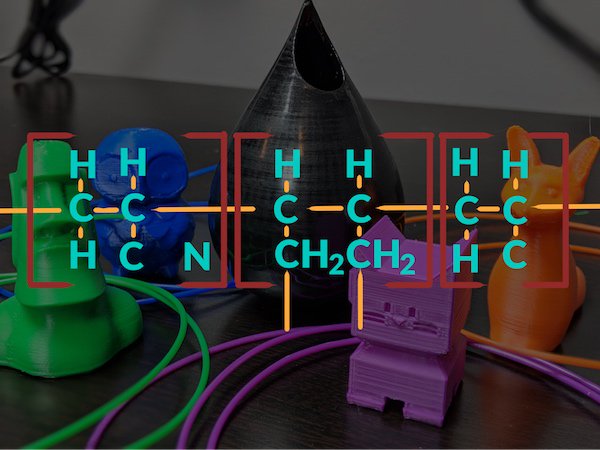
ABS (акрилонитрил-бутадиен-стирол) был получен в сороковых годах прошлого века, но всемирную известность получил в пятидесятых. Основой для производства этого пластика является нефть. Химическая формула (C8H8) x · (C4H6) y · (C3H3N) z).
Полимеризуя стирол и акрилонитрил в присутствии полибутадиена, химические «цепи» притягивают друг друга и связываются друг с другом, что обеспечивает превосходные характеристики твердости, блеска, ударной вязкости и стойкости по сравнению с чистым полистиролом. Сегодня это один из самых популярных конструкционных полимеров.
Свойства ABS пластика
ABS представляет собой термопласт. Это означает, что его можно многократно нагревать до температуры плавления (230°С), превратив в жидкость, и снова охлаждать до возвращения в твердое состояние без разрушения и изменения свойств.
Напротив, термореактивный пластик (такой, как эпоксидная смола или меламин) может быть нагрет и отлит только один раз, но полученный продукт больше не может быть повторно нагрет, поскольку он просто сгорит.
Пластик широко применяется во многих отраслях промышленности, так как имеет низкую себестоимость и легко поддается механическим способам обработки (пилению, сверлению, фрезерованию, высечке и резке).
Пластик довольно прочный и долговечный, обладает высокой устойчивостью к жаре и химическим веществам.
Неокрашенный, он имеет желтоватый оттенок, и обычно поставляется в небольших гранулах для промышленного использования.
Пластик легко окрашивается акриловыми красителями.

Цвета ABS пластика
Нити из ABS пластика для 3d принтеров имеют богатую палитру цветов, включая люминесцентные. Цвета насыщенные и яркие.
Палитра имеет все основные цвета и оттенки, начиная с белого и заканчивая черным.
Характеристики ABS пластика:
- температура плавления — 230 ° C;
- температура размягчения — 105 ° С;
- плотность 1,06–1,08 г/см — 3;
- предел прочности 42.5 — 44.8 MПа;
- удлинение при разрыве 23 — 25%;
- максимальная температура воздуха 88 — 89°С;
- усадка до 0,8%.
Применение ABS пластика
ABS является одним из наиболее широко используемых пластиков, и его можно встретить в предметах повседневного обихода, таких как компьютерные клавиатуры, кухонные приборы, игрушки LEGO, пластиковые защитные кожухи на настенных розетках и в защитных футлярах электроинструментов.
Небольшой вес и способность ABS к литью под давлением сделали его полезным для создания изделий, требующих сложных и точных форм, таких как музыкальные инструменты, автомобильные компоненты, медицинские приборы, защитные головные уборы, головки клюшек для гольфа и каноэ.
Изделия из ABS пластика могут использоваться в температурном диапазоне от -20 до +80°С.
Как печатать ABS пластиком
ABS пластик достаточно капризен и деталь при печати может оторваться. Есть различные методы для увеличения адгезии детали к поверхности стола. Это и различные скотчи, и клеи.
Хороший результат дает нанесение на поверхность стола клея, состоящего из раствора кусочков ABS пластика в ацетоне. Хорошо, если принтер имеет закрытый корпус.
Печатать лучше в проветриваемом помещении, так как пластик при нагреве выделяет пары неприятного запаха.
Настройки принтера для ABS пластика
Перед печатью необходимо проверить расстояние от сопла до поверхности стола в четырех крайних точках. Между столом и соплом должен проходить стандартный лист бумаги. Для закрепления первого слоя, можно использовать малярный скотч, синий скотч, различные клеи.
Далее, в слайсере необходимо выставить настройки, соответствующие применяемому принтеру и пластику, такие как скорость печати, коэффициент подачи пластика, температуру экструдера, толщину слоя, диаметр сопла и прочие.
Температура печати ABS пластиком
Рекомендуемая температура экструдера составляет от 230 до 260 ° C, в зависимости от марки нити и 3D-принтера. Температура стола колеблется от 80 до 110°С.

PLA и ABS пластик — отличия
Основные материалы, применяемые при 3D печати, это ABS (акрилонитрил-бутадиен-стирол) и PLA (полимолочная кислота). Рассмотрим основные отличия этих пластиков.
- Визуальные отличия: ABS матовый, а PLA намного более гладкий и блестящий. Это видно невооруженным глазом. Кроме того, ABS имеет менее интенсивные цвета, цвета в PLA более насыщенные.
- Температура при печати: температура экструдера для ABS составляет 210°С — 240°С и стола 80°С или выше.
Температура экструдера для PLA составляет 180°С — 200°С. Стол можно использовать без подогрева. - Контакт со столом: поверхность АБС, которая непосредственно соприкасается со столом принтера, имеет тенденцию изгибаться вверх. Для устранения этого эффекта, поверхность стола нагревают, а также используют различные клеи. PLA по сравнению с ABS менее подвержен деформации, поэтому можно печатать без подогрева стола.
- Прочность: оба пластика имеют хорошее сцепление со слоями, но PLA более хрупкий чем ABS и скорее сломается при изгибе, в отличие от ABS. ABS идеально подходит для полировки, и в нем можно сверлить отверстия, нарезать резьбу. В случае с PLA это значительно сложнее.
- Состав: ABS (акрилонитрил-бутадиен-стирол) изготавливают из нефти, в отличии PLA (полимолочная кислота), который получают из натуральных продуктов, таких как кукурузный крахмал, сахарный тростник.
- Экология: в связи с тем, что PLA довольно быстро разлагается под действием солнечных лучей и влаги (от нескольких месяцев до года), он идеально подходит для изготовления различных упаковочных материалов, коробок, бутылок для хранения воды, которые можно выбрасывать в контейнеры с мусором. ABS более устойчив к неблагоприятным условиям и разлагается довольно долго.
- Запах: при печати оба пластика выделяют летучие вещества не очень опасные, но и не добавляющие здоровья, поэтому располагать принтер необходимо в хорошо проветриваемом помещении. Запах у ABS сильный и неприятный, в отличие от PLA, который имеет приятный еле уловимый запах теплого масла.
- Применение: PLA используют для печати сувениров, игрушек и прочих изделий, которые не подвергаются ударам и изгибам. Этот пластик нельзя использовать при высоких температурах, так как при 60° С он теряет форму. ABS можно использовать в изделиях, которые подвергаются ударам, изгибам, а также используются при высоких температурах.
- Влияние влаги: Оба материала впитывают влагу, поэтому хранить их надо в сухом помещении. Если пластик долго хранился открытым, то возможны проблемы при печати — появление пузырьков воздуха, что приводит к засорению сопла. ABS можно просушить сухим воздухом. После сушки его свойства не изменяются. Сушка PLA может привести к обесцвечиванию и изменению его механических свойств.

Обработка ABS пластика
Готово изделие, напечатанное на FDM 3D принтере, имеет слоистую структуру. Это издержки метода, при котором расплавленный пластик наносится слой за слоем, создавая необходимую форму. Убрать эту слоистость, а также мелкие дефекты можно как химическими, так и механическими методами.
При помощи наждачки, надфиля, бормашинки убирают небольшие сколы, выступы. Химическими методами добиваются ровной, полированной поверхности.
Для этого чаще всего используют ацетон. Наносят его на поверхность изделия или кисточкой из натурального волокна или используют так называемую ацетоновую баню. Это обработка изделия парами ацетона в герметично закрытой емкости. Конструкции такой бани можно найти в интернете.
Изделия из ABS пластика можно окрашивать разнообразными акриловыми красками. Для того, чтобы краска прочно держалась, необходимо загрунтовать окрашиваемую поверхность любой акриловой грунтовкой. Для придания блеска, окрашенное изделие можно покрыть лаком.
Клей для ABS пластика
Склеить различные части изделия из ABS пластика можно при помощи дихлорэтана и любых цианакрилатных клеев мгновенного действия. В дихлорэтане лучше растворить немного пластика в соотношении 10 к 1 и этим раствором смазать одну из поверхностей детали, и затем плотно прижать склеиваемые части.
Дихлорэтан ядовит, поэтому работать с ним необходимо в хорошо проветриваемом помещении.
Растворитель для ABS пластика
Растворителем для ABS являются эфиры, кетоны и ацетон. Хорошо работают этилацетат и хлористый метилен (дихлорметан).
ABS пластик – характеристики
ABS пластик характеристики. (Введение)
| Температура стеклования | 105 с |
| Прочность на изгиб | 40 МПа |
| Прочность на разрыв | 22 МПа |
| Модуль упругости растяжения | 1600 МПа |
| Удлинение | 6% |
| Усадка | пластик для 3D принтера. Характеристики |
АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3H3N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола. Производство одного килограмма АБС требует эквивалента примерно 8 кг[источник не указан 57 дней] нефти в виде материалов и энергии. Также он может быть повторно переработан. Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США
Помимо основных характеристик пользователи часто задаются следующими вопросами:
- Плотность ABS пластика- 1,05 г/см³
- Сколько метров в катушке PLA пластика – 440 метров в на катушке пластика массой 1 кг. и и диаметром прутка 1.75 мм.
ABS пластик – состав
-ABS-пластик (акрилонитрилбутадиенстирол, АБС) – ударопрочный термопластик, завоевавший высокую популярность в промышленности и в аддитивном производстве.
-Отличные механические и физические свойства ABS-пластика обуславливают возможность применения этого материала для создания всевозможных объектов, имеющих практическую ценность. ABS-пластик широко применяется в автомобильной, медицинской и сувенирной промышленности, в производстве спортивного инвентаря, сантехники, банковских карт, мебели, игрушек и др.
Свойства ABS пластика
- Влагостойкость
- Кислотостойкость
- Маслостойкость
- Теплостойкость, достигающая 115°C
- Ударопрочность
- Долговечность
- Легко поддается механической обработке
Особенности печати ABS пластиком
Как уже было сказано основной особенностью печати ABS пластика является его требовательность к отсутствию сквозняков, т.е. камера принтера должна быть закрытой, так же обязательный подогрев стола и поддатливость обработке ацетоном.
Чем клеить ABS пластик
ABS пластик поддаётся растворению с последующим отверждением такими веществами как дихлорэтан и ацетон.
Настройка 3d принтера для печати ABS
С подробной информацией о том как настроить ваш 3D принтер для печати PLA можно ознакомиться в данной статье : Настройки печати ABS
С этим пластиком часто выбирают:



Обзор ABS пластика для 3D принтера VolPrint
Пластики для 3D принтера. Сравниваем характеристики пластиков для 3D принтера.
Всем привет, Друзья! С Вами 3DTool!
Пластики для 3D принтера. Руководство по видам пластиков и их характеристики.
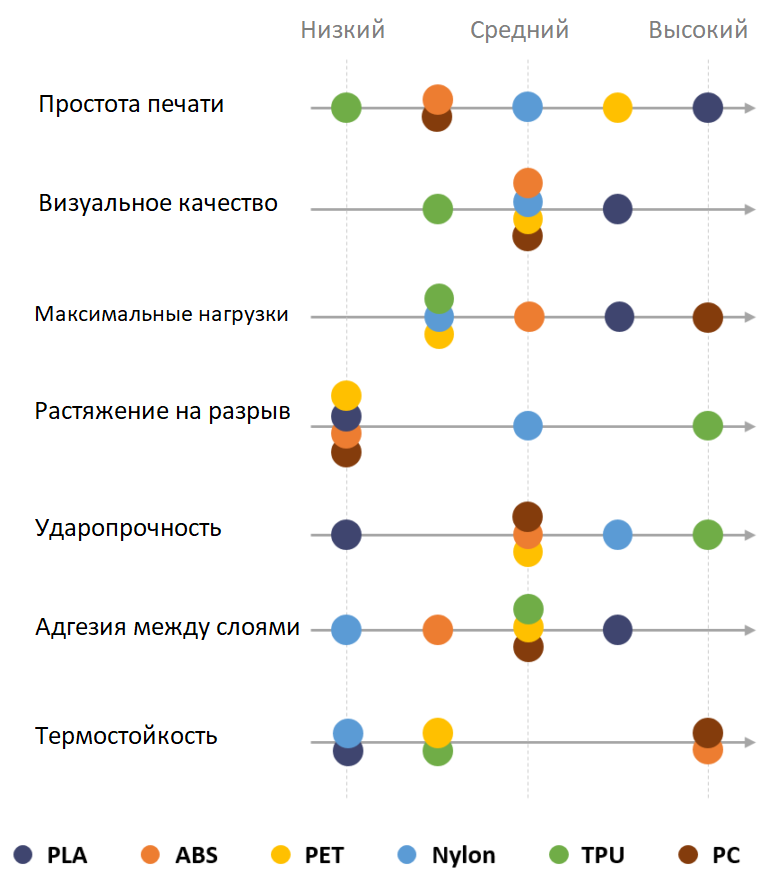
В данной статье, мы сравним основные пластики для 3D печати по свойствам – PLA, ABS, PET, Nylon, TPU (Flexible) и PC и поможем найти оптимальный вариант для тех или иных задач.
Вступление
Выбор правильного типа пластика для 3D печати объекта становится все более трудным, так как на рынке 3D-печати регулярно появляются радикально новые материалы. В FDM 3D-печати PLA и ABS исторически были двумя основными используемыми полимерами, но их первоначальное доминирование можно было сказать случайным. Поэтому для других полимеров в целом нет каких-либо серьезных препятствий, чтобы сыграть свою роль в будущем FDM технологии.
Сейчас мы видим, что новые виды филамента становятся все более популярными, как чистые полимеры, так и композиты. В этом исследовании мы сфокусируемся на основных чистых полимерах, которые существуют на рынке сегодня: PLA, ABS, PET, Nylon, TPU (Flexible) и PC. Мы суммируем ключевые различия между их свойствами, чтобы пользователи могли быстро принять решение о том, какой полимер лучше всего подходит для их работы.
Методология
Пластики для 3D принтеров обычно классифицируются по 3 категориям: механические характеристики, визуальное качество и пригодность к постобработке. Далее мы разобьём эти категории, чтобы нарисовать более четкую картину свойств полимеров. Выбор материала зависит от того, что пользователь хочет напечатать, поэтому перечислим ключевые критерии, необходимые для выбора материала, кроме стоимости:
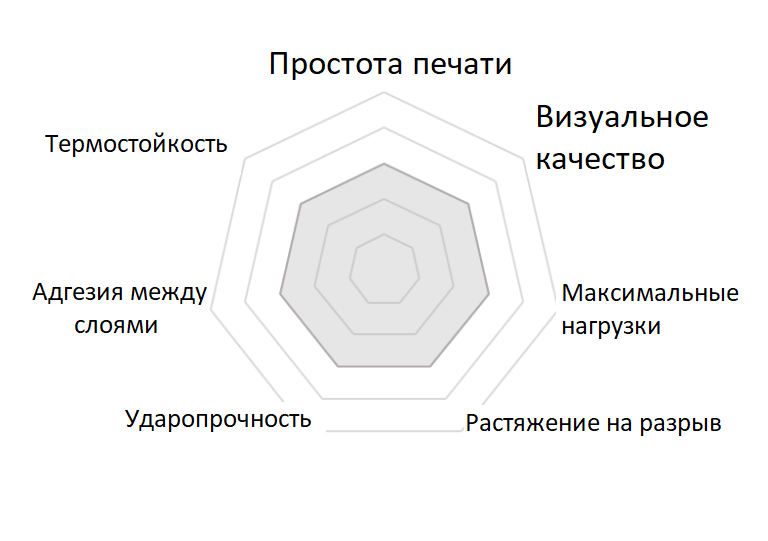
Простота печати: Насколько легко печатать пластиком: адгезия между слоями, максимальная скорость печати, частота возможного брака, точность печати, удобство подачи в принтер и т. д.
Визуальное качество: насколько хорошо выглядит готовая модель.
Максимальные нагрузки: максимальное напряжение, которое может испытать объект, прежде чем сломаться при медленном натяжении.
Растяжение на разрыв: максимальная длина объекта, растянутого до разрыва.
Ударопрочность: энергия, необходимая для разрушения объекта при внезапном ударе.
Адгезия между слоями (изотропия): насколько хороша адгезия между слоями материала. Это связано с «изотропией» (однородностью во всех направлениях). Чем лучше адгезия слоя, тем более изотропным будет объект.
Термостойкость: максимальная температура, которую объект может выдержать до размягчения и деформации.
Данные свойства не являются ни «хорошими», ни «плохими» по сути; это просто свойства, которые подходят для своей области применения. Например, жесткость.
У нас нет точной количественной оценки, но можно сказать, что это важный фактор. Так же есть такие параметры, как влагостойкость или токсичность.
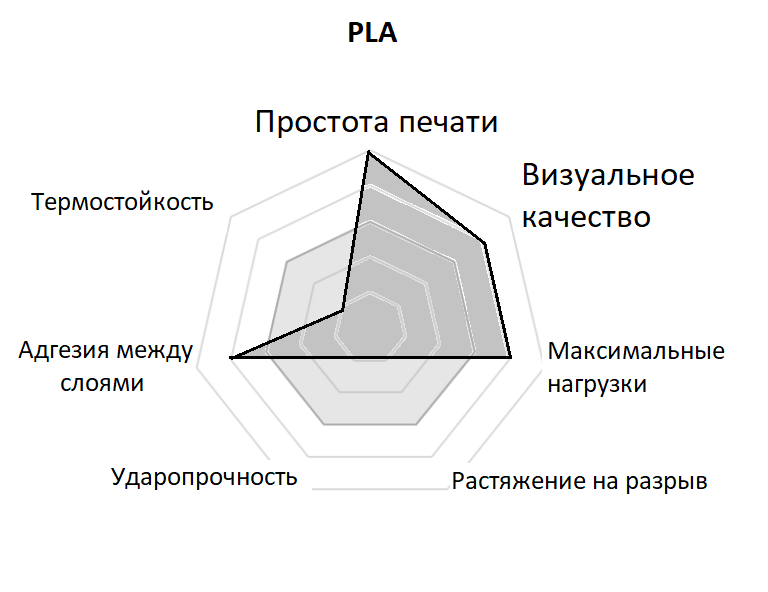
Пластик PLA
PLA – самый простой полимер для печати и обеспечивает хорошее визуальное качество полученных деталей. Он довольно твёрдый, но на деле очень хрупкий и не подходит для использования в работающих механизмах.
Не имеет запаха
Не легко склеивать
Пригоден для обработки
шлифовальной бумагой и
покраске акриловыми красками
Устойчив к ультрафиолету
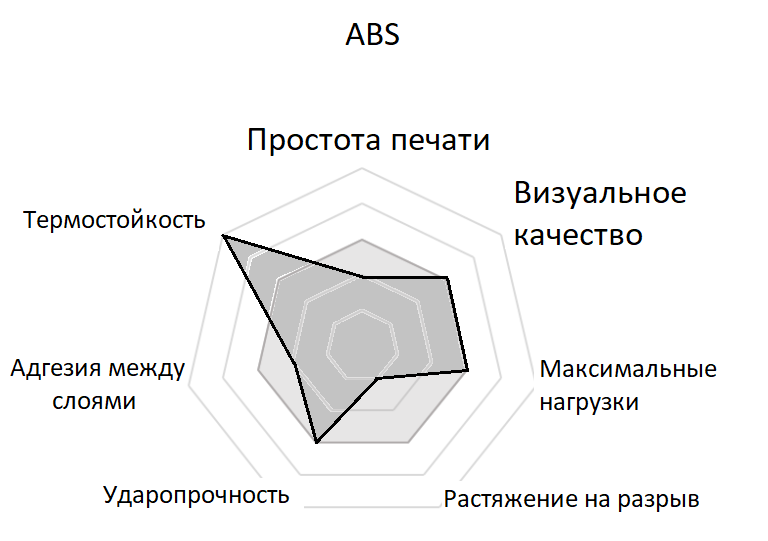
Пластик ABS
ABS обычно выбирается вместо PLA, когда требуется более высокая термостойкость и более высокая прочность.
Можно обрабатывать парами ацетона для получения глянцевой поверхности
Чувствительность к ультрафиолету
Можно обрабатывать шлифовальной бумагой и красить акриловыми красками
Запах при печати
Ацетон также может быть использован в качестве сильного клея
Потенциально высокие выбросы дыма
Хорошая стойкость к истиранию
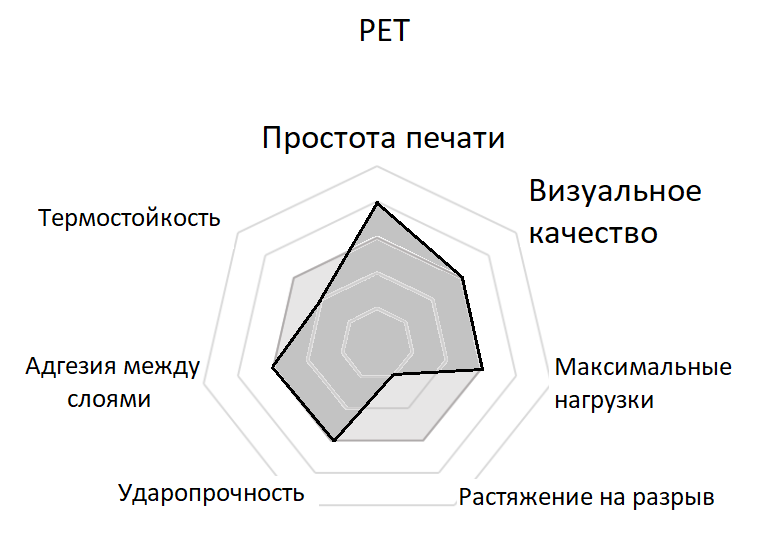
Пластик PET
PET более мягкий полимер, который обладает более интересными свойствами, но с оговоркой на некоторые существенные с недостатками.
Может вступать в контакт
с продуктами питания
Работать с этим
материалом тяжелее чем с
Высокая химическая стойкость
Хорошая мех. воздействиям
шлифовальной бумагой и
покрасить акриловыми красками
Пластик Нейлон (Nylon)
Нейлон обладает отличными механическими свойствами и, в частности, лучшей ударопрочностью для негибкой нити. Но могут возникнуть, и обязательно возникнут, если не позаботиться о специальном клее, проблемы как с адгезией к платформе, так и между слоями.
Сравнение ABS и PLA пластика для 3D-печати, различие материалов для 3D-печати
Когда речь заходит о приобретении 3D-принтера, важно обратить внимание на то, с какими материалами он может работать: с ABS, с PLA или и с тем, и с другим. Ниже мы расскажем о разнице между ABS и PLA.
Немного общей информации
Существует много материалов, которые исследовались на предмет применимости в 3D-печати, и на сегодняшний день доминирующую роль в этой нише занимают два пластика – ABS и PLA. И ABS, и PLA – термопластики, т.е. они становятся мягкими и пластичными при нагревании, а при охлаждении затвердевают. Этот процесс может быть повторен многократно. Подверженность плавлению и обработке – именно то свойство, которое вывело термопластики в лидеры в повседневном использовании и привело к тому, что большинство видов пластика, с которыми мы сталкиваемся в быту, – термопластики.
Хотя существует немало различных термопластиков, лишь немногие из них используются для 3D-печати. Материалы, проверяющиеся на пригодность в этой области, должны пройти несколько тестов: первоначальное экструдирование в нити, вторичное экструдирование и привязка к контуру в процессе 3D-печати и, наконец, оценка полученного результата.
Чтобы пройти все три теста, материал должен, во-первых, должным образом укладываться в филамент – катушку пластиковых нитей или прутков для 3D-принтеров; во-вторых, хорошо обрабатываться в процессе 3D-печати, чтобы получались приятные визуально и точные физически элементы; в-третьих, свойства материала должны соответствовать печатаемому объекту по прочности, долговечности, гладкости и прочее. Нередко тот или иной материал настолько хорошо проходит один из тестов, что имеет смысл побороться с ним на других этапах. Таков, например, не слишком известный материал для печати – поликарбонат. В некоторых случаях оказываются важными прочность и термостойкость, и тогда приходится прилагать дополнительные усилия для достижения точности и хорошего совмещения элементов.
Первый тест, формирование из пластика высококачественных нитей в том виде, в котором они потом будут использоваться, – очень точный и тщательно отслеживаемый процесс. В ходе него решается множество хитрых инженерных задач, в результате чего из кучки гранул получаются требуемого размера и одинаковой плотности круглые прутки, без пузырей внутри. Здесь проявляется небольшое различие между ABS и PLA. Большинство термопластиков этот тест проходят, и вопрос только во времени и затратах, которые требуются для того, чтобы получить такую нить, которая будет должным образом вести себя на следующем этапе, во время 3D-печати.
Различие материалов на этом этапе помогает понять, почему отдается предпочтение тому или иному пластику.
Хранение
Применение и ABS, и PLA дает наилучшие результаты, если во избежание проникновения влаги из воздуха при хранении и перед использованием материалы изолированы от атмосферы. Это не значит, что пластик разрушается, если неделю лежит на полке в магазине, однако длительное хранение во влажной среде может нежелательно сказаться как на процессе печати, так и на конечной продукции. ABS и PLA лучшего всего хранить в вакуумной или плотно закрытой упаковке для избегания повышенной влажности материалов.
ABS-пластик. Влажный ABS при печати может начать пузыриться и брызгаться, что скажется на внешнем виде, точности и прочности получаемого объекта, а также создаст возникает риск засорения сопла расслаивающимся пластиком. ABS легко просушивается теплым (желательно сухим) воздухом, например, в обычной сушилке для продуктов.
PLA-пластик. PLA реагирует на влагу несколько иначе. Помимо пузырей и забивания сопла, поскольку PLA при высоких температурах вступает в химическую реакцию с водой и подвергается деполимеризации, может наблюдаться обесцвечивание и ухудшение качества печатаемых деталей. Хотя PLA тоже легко просушить в обычной сушилке, следует отметить, что при этом у пластика может измениться степень кристаллизации, в результате чего изменится температура и другие характеристики экструдирования. Для многих 3D-принтеров это составляет серьезную проблему.
Запах
ABS. При печати ABS нередко чувствуется сильный запах горячего пластика. Одни на него жалуются, другие не замечают или не считают слишком неприятным. Чтобы уменьшить запах, в небольших помещениях следует обеспечить надлежащую вентиляцию, а также убедиться, что ABS обладает достаточной чистотой, свободен от примесей и нагревается до требуемой температуры в правильном экструдере.
PLA. Биопластик PLA — полилактид, или другими словами, полимер молочной кислоты. Производится путем синтеза на основе растительного сырья, содержащего крахмал (или сахар), например кукурузы, сахарного тросника, зерновых культур. При нагревании издает запах сладковатого кулинарного масла. Это, конечно, не запах бабушкиных пирожков, но многие считают его гораздо приятнее запаха нагретого пластика.
Точность
И с помощью ABS, и с помощью PLA можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении двух рассматриваемых видов пластика.
ABS. При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос.
У требующих высокой точности деталей с острыми краями, такими как шестеренки, часто наблюдается небольшое скругление углов. Ситуацию можно исправить, если установить у сопла небольшой вентилятор, который будет нагнетать холодный воздух. При этом, однако, возникает риск чрезмерного охлаждения пластика, в результате чего ухудшится сцепление между слоями и деталь получится непрочной.
PLA. По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда.
При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упроугой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристализуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
Основные свойства ABS и PLA
Помимо того, что объекты должны быть точно изготовлены, они должны выполнять необходимые функции.
ABS. ABS может принимать много разных полимерных форм, ему можно придать множество самых разных свойств. В целом, это прочный и несколько более податливый по сравнению с PLA пластик. Натуральный ABS имеет до окраски бежеватый (молочный) оттенок. Пластичность ABS позволяет легко создавать элементы различных соединений и крепежа. Он легко шлифуется и обрабатывается. Важно отметить, что ABS растворяется в ацетоне, что позволяет склеивать детали и добиваться очень гладкой поверхности. По сравнению с PLA, ABS гораздо легче подвергается вторичному использованию.
Прочность, пластичность и термостойкость делают из него материал, которому часто отдается предпочтение в инженерных и механических приложениях.
PLA. Этот пластик создается из самых разнообразных продуктов сельского хозяйства – кукурузы, картофеля, сахарной свеклы и т.п. – и считается более экологичным, чем ABS, в основе которого лежит нефть. Изначально он применялся для изготовления продуктовых упаковок и легко утилизируется в промышленных компостных установках. В компостной куче на вашем заднем дворе он разлагаться не будет. В своем естественном виде он прозрачен и поддается окраске, в результате чего можно добиться также разной степени прозрачности. PLA такой же прочный, но более жесткий, чем ABS, поэтому его сложнее использовать для соединений различных элементов. Распечатанные объекты, как правило, более гладкие и блестящие. PLA немного труднее шлифовать и обрабатывать, чем ABS. Более низкая температура плавления делает PLA непригодным для ряда ситуаций – например, за день в нагретом салоне автомобиля детали из него могут деформироваться и «потечь».
В заключение
Суммируя и упрощая тысячи факторов, в силу которых один пластик следует предпочесть другому, подведем краткий итог.
ABS часто предпочитают применять в инженерных и профессиональных приложениях по причине его прочности, пластичности, легкости в обработке и высокой термостойкости. Нагретый ABS, как и любой пластик на основе нефтепродуктов, обладает неприятным для многих запахом. Необходимость наличия подогретой подложки делает его почти неприменимым для удовлетворительного качества печати на некоторых принтерах.
PLA. Широкая гамма доступных цветов, степеней прозрачности, а также получающаяся глянцевая поверхность делает этот пластик привлекательным для изготовления арт-объектов и хозяйственной утвари. Многие имеют в виду растительное происхождение этого пластика и предпочитают его полусладкий запах запаху ABS. При правильном режиме охлаждения максимальная скорость печати PLA выше, слои тоньше, углы острее. Если добавить к этому прочность получаемых деталей, то становится понятна популярность PLA среди любителей и в школах.
Виды пластика для 3D-принтера, температура печати и плавления
ТРАДИЦИОННЫЕ МАТЕРИАЛЫ
* Подогрев платформы печати не обязателен
PLA, или полимер молочной кислоты представляет собой термопластичный полиэфир, полученный из экологически чистой растительной массы. Таким образом, он безопасен при проглатывании, а также поддаётся биологическому разложению. Он довольно прочен, однако плавится при сравнительно низких температурах, что ограничивает возможности его применения. Так как отсутствует необходимость в подогреве платформы печати, то этот материал является оптимальным выбором для большинства 3D принтеров. В промышленности PLA используется для производства ряда изделий, начиная от пакетиков для чая и заканчивая контейнерами для хранения пищи.
ABS, или акрилонитрил бутадиен стирол является термопластом нефтяного происхождения. Он аморфен, так что у него нет истинной температуры плавления, вместо этого при повышении температуры материал становится всё более и более мягким. Он устойчив по отношению ко многим кислотам и алкоголю, но растворим в ацетоне. Он лёгок и плавится при более высоких температурах, а также он прочнее, чем на PLA. На нём труднее печатать, чем на PLA, и часто он не имеет такой же качественной поверхности как PLA. В промышленности он используется для производства шлемов, спортивные каноэ и конструкторов Lego! Изделия из ABS опасны для окружающей среды, а также не безопасны при проглатывании. Печатать можно только в проветриваемых помещениях, и кроме этого необходимо ответственно подходить к утилизации.
РАСТВОРИМЫЕ МАТЕРИАЛЫ
* При температурах более 210С, PVA превращается в смолу, способную полностью вывести из строя экструдер!
** Подогрев платформы печати не обязателен
PVA, или поливиниловый спирт, представляет собой водорастворимый синтетический полимер. В промышленности он используется для различных химических целей, производства рыболовных приманок и текстильных изделий (в Северной Корее). Материал нетоксичен и поддаётся биологическому разложению. Так как он растворим в воде, то он идеально подходит для печати вспомогательных структур в объектах со сложной геометрией, которые затем можно легко удалить в ванне с тёплой водой.
HIPS, или ударопрочный полистирол, является нефтехимическим синтетическим полимером. Полистирол часто встречается в нашей повседневной жизни в виде пенополистироловых контейнеров, например – контейнеров для йогуртов. Изделия из материала HIPS более хрупкие на излом чем из ABS/PLA, но качество печати часто оказывается лучше. Однако, в связи с тем, что он очень легко растворяется в лимонене (одном из элементов бытовой химии), то он в основном используется для печати структурной поддержки объектов со сложной геометрией, таким образом, что бы позднее его можно было легко удалить. Он не токсичен, но и не поддаётся биологическому разложению. Печатать следует в хорошо вентилируемом помещении.
ЭКЗОТИЧНЫЕ МАТЕРИАЛЫ
* Древесные материалы обычно имеют те же характеристики печати, что и PLA.
** Подогрев платформы печати не обязателен, но рекомендуется.
Недавно целый ряд компаний экспериментировал для целей 3D-печати с различными сочетаниями древесных волокон (как правило, в виде порошка из продуктов переработанной древесины) и термопластов. И всё же этот метод традиционно использовался для изготовления таких вещей, как фальшивые деревянные панели на автомобилях. Печать проходит в сочетании со сладким древесным запахом. Полученный в результате печати объект можно шлифовать и отделывать как настоящее изделие из дерева, именно это и делает данный материал столь популярным. С помощью чередования температуры слоёв и изменения цветов колец можно получить древесину различного цвета: от легкого вишневого до закопченного цвета.
* Может потребоваться внешний вентилятор для увеличения адгезии.
** Не обязательно, но рекомендуется.
Материалы с внешним видом песчанника или камня являются термопластами с вкраплениями мелко измельченного мела. Печать с таким материалом лишает этот процесс очевидного наслаивания, однако при этом сохраняется тенденция к появлению приятной текстуры. При более низких температурах поверхность отпечатка может получиться гладкой; при более высоких она может стать больше похожей на наждачную бумагу. Этот материал довольно хрупок по сравнению с другими материалами, но его можно шлифовать и обрабатывать как настоящую древесину или камень.
* Оптимальная температура экструзии может различаться в зависимости от марки и изготовителя.
TPE, или термопластичные эластомеры представляют собой комбинацию полимеров с термопластичными и резиновыми характеристиками, которые обеспечивают сшитую микроструктуру полимера. Как правило, TPE является мягким и гибким материалом, иногда даже пружинистым. В промышленности TPE используются для производства наушников, гусениц снегоходов и игрушек для секса. В 3D-печати TPE следует использовать там, где гибкость и прочность являются главными требованиями. Печать с некоторыми марками мягких эластомеров может вызвать затруднения, так как им требуется много тепла, в то же время некоторые марки печатаются относительно легко при нормальной температуре печати ABS.
ДРУГИЕ МАТЕРИАЛЫ
PC, или поликарбонат представляет собой очень прочный и прозрачный синтетический полимер. Он используется для изготовления ряда изделий: от стёкол кабин истребителей до кувшинов для охлаждения воды. Он также может быть изогнут и сформирован пока находится в холодном состоянии, подобно тонколистовому металлу. Его весьма интересно использовать для 3D-печати в связи с его очень жёсткими свойствами. Печатать следует в вентилируемом помещении.
PC-ABS является составным термопластом, который сочетает в себе силу PC вместе с гибкостью и более низкой рабочей температурой ABS. В совокупности эти достоинства делают PC-ABS одним из самых широко используемых термопластов в производстве, который повсеместно используется для изготовления таких изделий, как автомобильные детали. Он отлично подходит для создания высокопрочных объектов, предназначенных для длительного использования.
Нейлон является очень распространённым синтетическим термопластичным полимером, который в последнее время стали применять в 3D печати. Он твёрдый, прочный и гибкий, но его трудно использовать, потому что ему часто требуется более высокая температура и, как правило, внешняя система вентиляции. Нейлон безопасен для использования в медицинских целях и может быть окрашен для придания отпечаткам дополнительной яркости.
Полиэтилентерефталат, также известен как “полиэстер”, является очень распространенным полимером. Широко используется в производстве начиная от текстильных изделий и бутылок и заканчивая термостойкими космическими одеялами и парусами. ПЭТ обычно поставляется в чистом виде, однако некоторые бренды предлагают цветные глянцевые варианты. У него высокая механическая прочность, он более термостоек и очень хорошо подаётся переработке. Так почему же Вы его ещё не используете?
