
Экструдер филамента для 3Д принтера. Начало.

Решили мы собрать некий девайс, который из гранул пластика (пока АБС, т.к. другого найти сложно) при расплаве оных в шнеке будет выдавливаться в калиброванное сопло в диаметре 1.75 мм сверлом по дереву. Стандартная катушка филамента для 3Д принтера из магазина.
Именно этот некий проект был последней каплей покупки токарника.
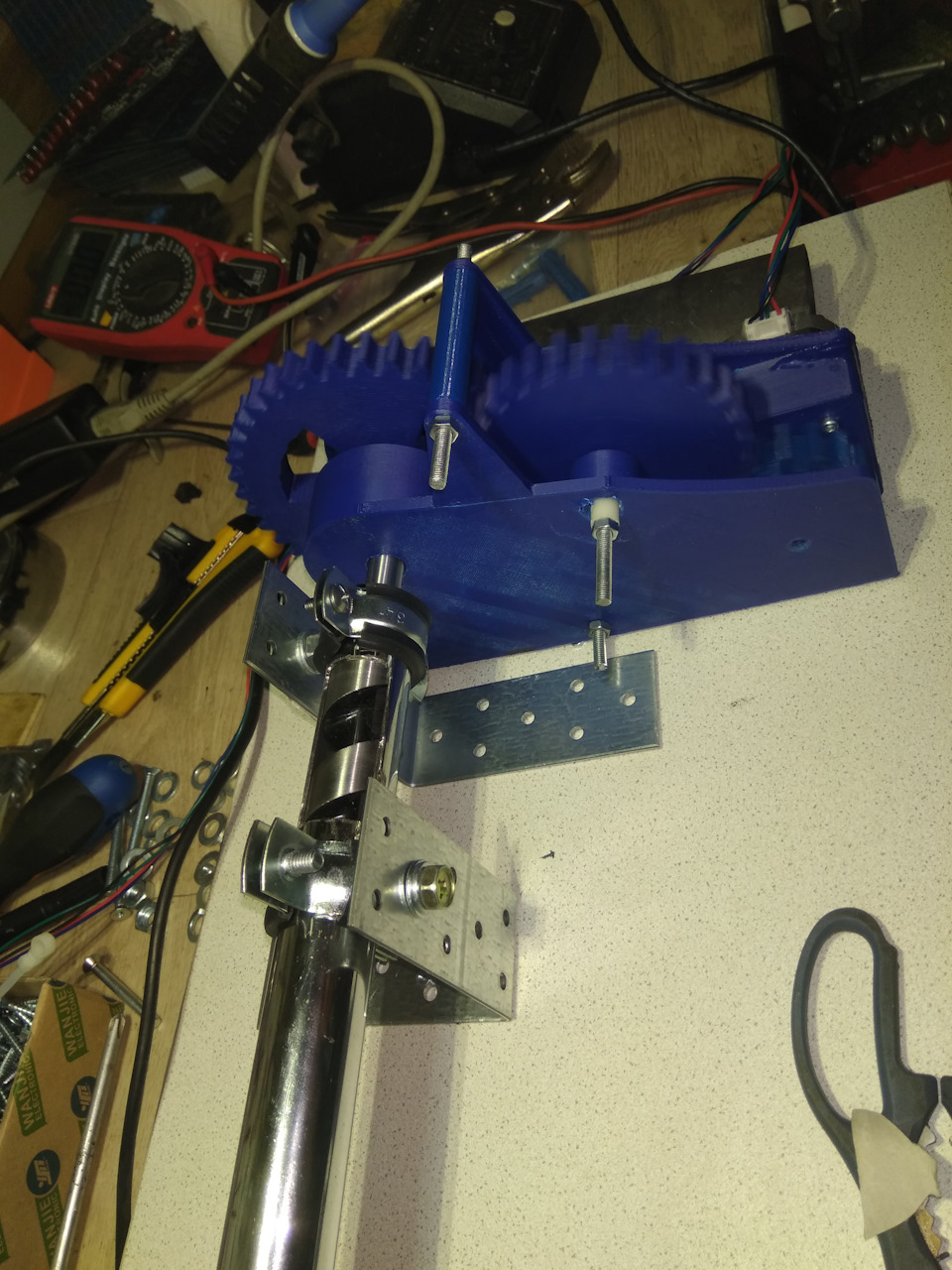
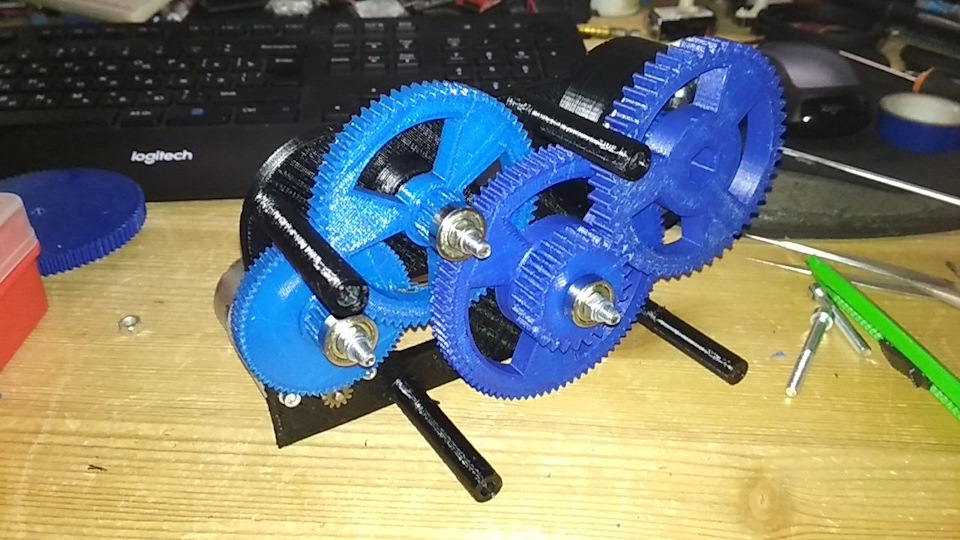
Началось все с малого: маленькая дрочепотка, похожая на флюненгехаймен была собрана из алюм. профиля 20х20, на 3Дпринтере были рассчитаны и распечатаны шестерни в редуктор для вращения шнека, на трубу была намотана грелка, при этом перематывалось все там раз 5, для оптимальной длины намотки катушки, диаметра нихрома, мощности и температуры разогрева.
Мозги сделали на дуйне (плата на ардуино. Мозги от 3Д принтера). Прикрутили на него 2 термодатчика, написали ПИД регулятор что бы правильно дрыгать грелкой (1 термо на конце, второй на самом нагревателе). Ну и экран с простяцкой менюшкой (температуру там подрегулировать и что б вообще видеть что такм как.).
Но когда пришло время опробовать выдавить пластик, наш редуктор послал нас в пешее эротическое, заклинив намертво из за очень вязкого расплавленного пластика между трубой и сверлом. В общем очень мало мощности. Далее купили редуктор стеклоподъемника для жигулей, довольно дорогой кстати. Момент у него вроде аж 6 Нм. Но… нет. Так же он заклинил, потом еще и задымился от перегрева, хотя начало было очень бодрое.


Намотка грелки еще пока вручную

В общем психанули и купили на авито старый ГДРовский редуктор для коневеера (1982 год вроде). На валу 36 об.мин. Момент 80 Нм. Это реально жесткая штука. А немецкое качество позволило оставаться этому чугунному монстру внутри и снаружи как новому. Очень крутая штука. Сделана качественно.
Пора переходить на более взрослую и капитальную систему. Купили профиль, резанули, сварили каркас.
На станке проточили 2 здоровенные гайки на 30 для посадки подшипников. Была найдена в загашнике болванка, выточили вал. Все это приделали и получилась задуманная нами концепция самого аппарата. Привод ремнем ГРМ от жигулей. Направляющий ролик, тож ГРМ. Передаточное число на ремне 2:1. Но рулиться будет частотником, т.к. нужна регулировка оборотов, ибо даже при этом раскладе скорость мотора нада понижать раза в 4.
На автоподаче винтом на станке намотали грелку. Нихром 0.5 мм. Мощность 750 ватт. Шаг 1мм. Ну типа резьба, но не резьба. (как я вообще раньше что-либо рукожопил без токарника? Он одним своим видом показывает полезность, не говоря уж о том, когда его включить и начать работать. Любое, относительно круглое железное говно, которое лежало годами, зажав в патрон в один момент превращается в заготовку для переточки в охренительно полезную приблуду.)))
Мозги- та же дуйня на меге с 2 датчиками температуры на грелке. Но ПИД регулятор надо ковырять. Инерционность грелки (скорость перетекаемости тепла от центра грелки к соплу сильно заторможена, и если нагреть центр катушки скажем, до 400 градусов, дождаться пока на сопле будет 240 отрубить грелку, то темп с середины плавно перейдет на сопло.) А пластик греть до 300-400 это уже кощунство. Его оптимальная рабочая темп около 240. На видео пластик перегрет и он весь прыщавый и нифига не однородный.
Коммутация грелки — твердотельное реле с опторазвязкой на 5А.
Сопло считаю нужно сделать длинным из латунной шпильки. С равномерным отверстием длиной около 30-50 мм, и охлаждением (водянка или радиатор с обдувом), что бы на выходе сопла формировался калиброванный немного остывший филамент нужного диаметра.
Так же нужен термобарьер в середине шнека, в сторону воронки.
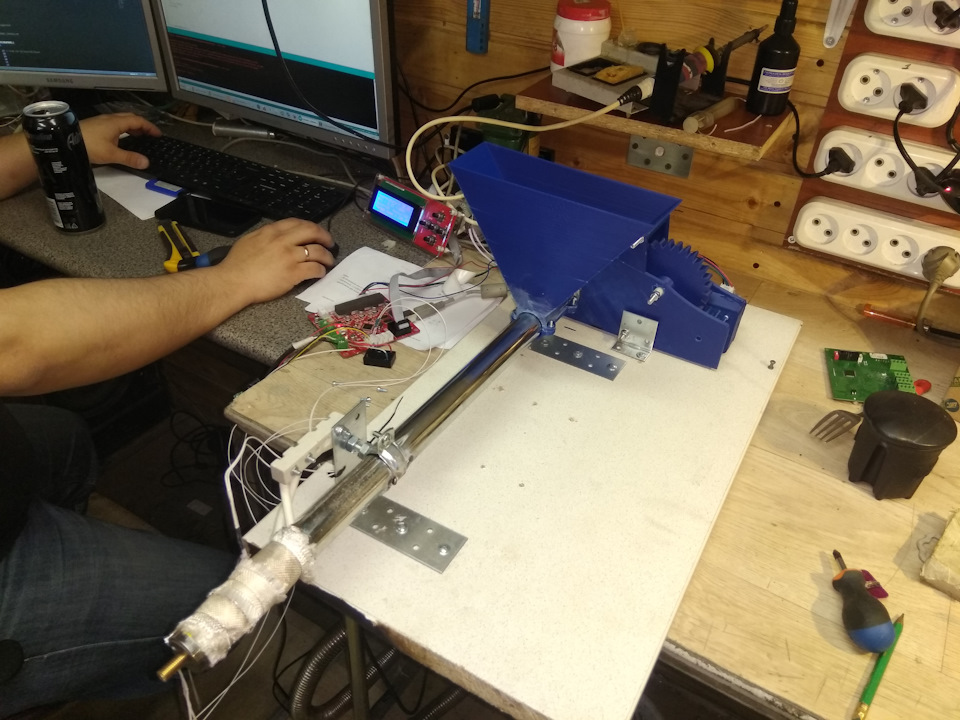
Пока вот так. Сегодня был первый запуск этого франкенштейна (за полчаса до закрытия гаражей). Ну и пара кривых видосов бонусом.
В общем получается довольно интересное неизведанное устройство. Будем рукожопить далее)
Производительность экструдера кстати получается очень на уровне.
Самостоятельное изготовление BMG-экструдера BondTech: экономим на топ-товарах
Все мы ищем себе что-то новое, лучшее. Таким же образом всегда интересно установить что-то новое на 3Д принтер. Сделать ему обнвку, попутно улучшая ряд параметров. Такой вот апгрейд. Тема с подборкой неочевидных и полезных вещей для 3D принтера с Алиэкспресс: в помощь 3D-печатнику уже есть на сайте. А в этой статье речь пойдет про уникальный BMG экструдер от известной в узких кругах фирмы BondTech.

Экструдер является достаточно продуманным по конструкции, относится к direct dual drive экструдерам — внутри установлены две шестерни, плотно обжимающие пруток и толкающие его в хотэнд. Подобная конструкция оптимальна для мягких пластиков: nylon и TPU/TPE/Flex. Еще одна особенность — он легкий. Всего 75 гр. Подойдет для любых типов принтеров. Двигатель рекомендуется устанавливать тонкий («блинчик»).
Совместим с популярными Е3D. Без проблем можно установить для боудена.
Стоимость весьма высокая, особенно для принтеров с двумя экструдерами (получается $160 + доставка, близка к стоимости всего 3Д принтера целиком).

Принцип работы сходен с классическими экструдерами за небольшим отличием — вместо прижимающего подшипника установлена вторая подающая шестерня. Устанавливается дополнительная шестерня на оси и игольчатым подшипником, напротив ведущей шестерни, которая закреплена на валу шагового двигателя. Шестерни входят в зацеп друг с другом и работают синхронно в паре, проталкивая пластик дальше. Форма подающего и приемного отверстия оптимизирована для мягких пластиков — теперь филамент не будет заминаться в механизме.
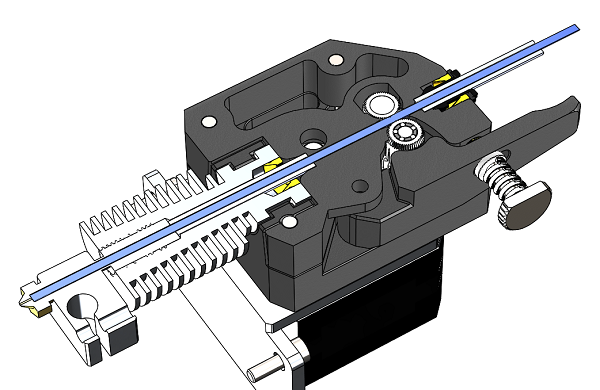
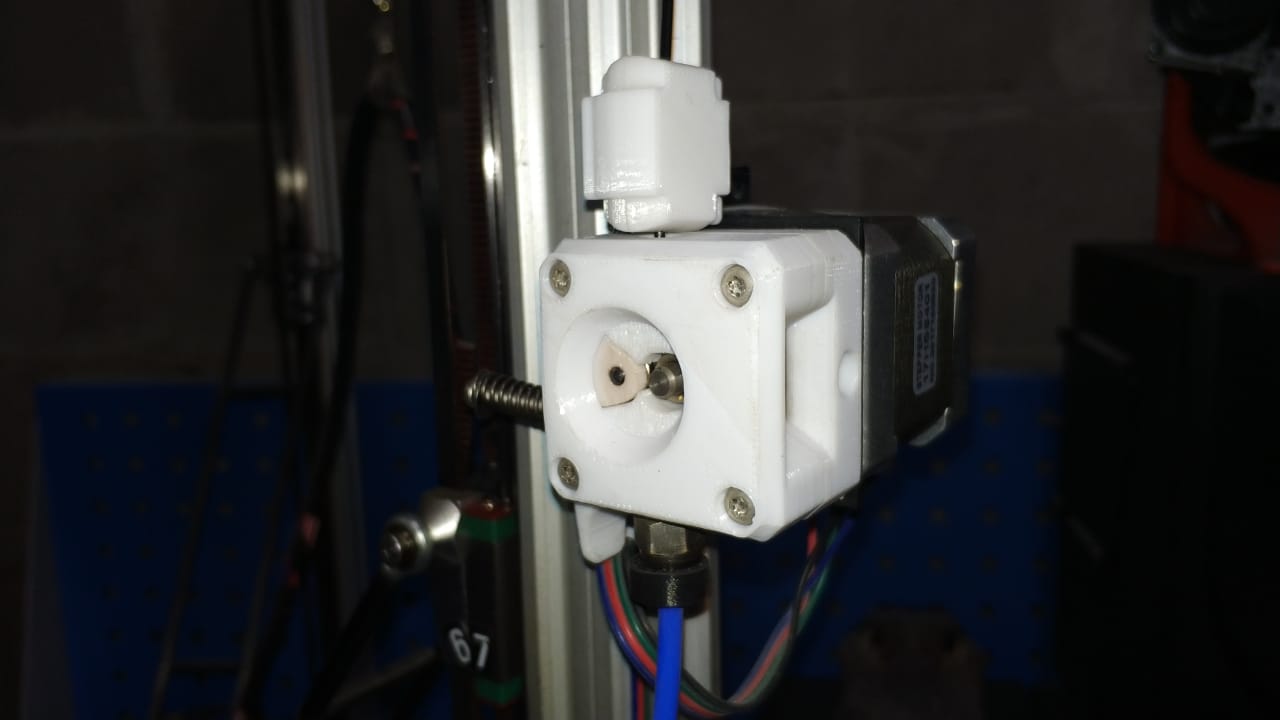
Внешний вид экструдера. Для того. чтобы «зарядить» пластик, достаточно прижать рычаг и протолкнуть его в приемное отверстие.
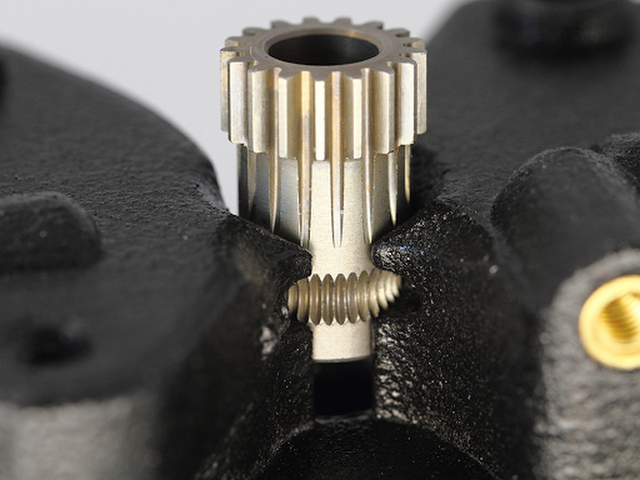
Ведущая шестерня и каналы для пластика крупным планом. Качество обработки шестерен высокое.
Собственно, статься о том, что копию BondTech BMG без проблем можно изготовить самостоятельно. Пластиковый корпус печатается на 3Д принтере, комплект шестерен можно приобрести. Стоимость снижается практически в 10 раз.
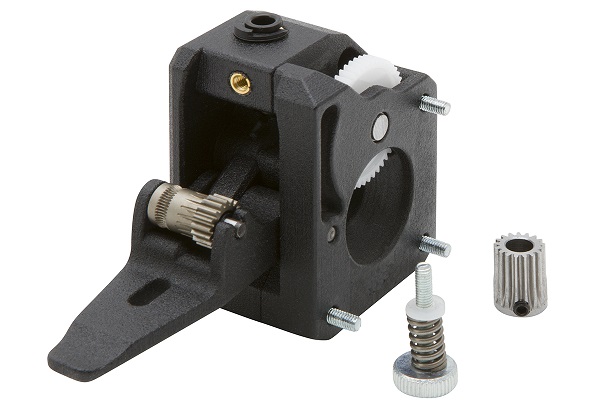
 В комплект входит ведущая и ведомая шестерни из прочного металла с насечками под филамент (1.75мм), а также вал ведомой шестерни и игольчатый подшипник.
В комплект входит ведущая и ведомая шестерни из прочного металла с насечками под филамент (1.75мм), а также вал ведомой шестерни и игольчатый подшипник.  3Д печатный пластиковый корпус состоит из двух половинок и прижимного рычага.
3Д печатный пластиковый корпус состоит из двух половинок и прижимного рычага. 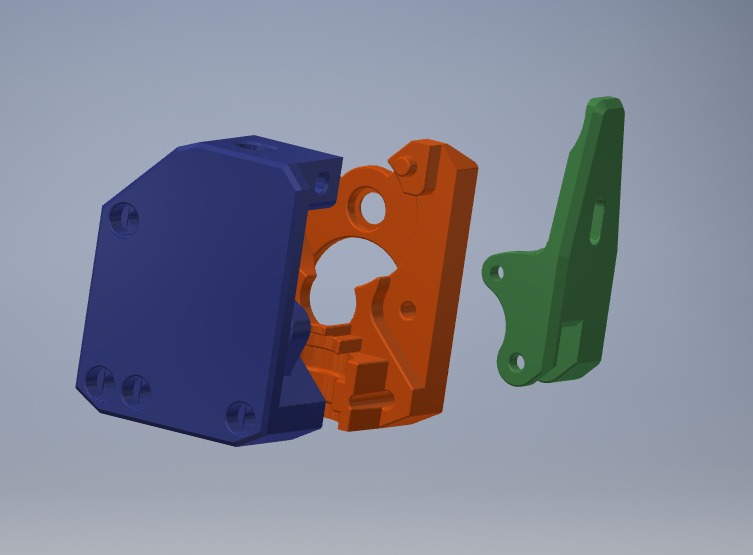 Ссылки на проект будут в конце статьи.
Ссылки на проект будут в конце статьи.
Печатаем на своем 3Д принтере.
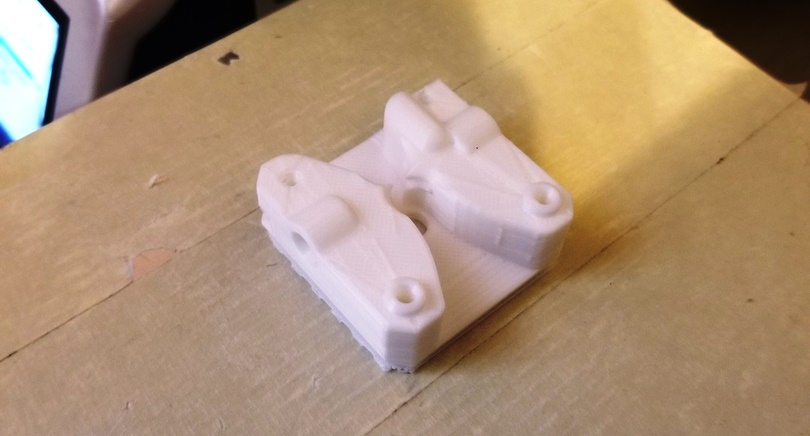 Ну и собираем)))))
Ну и собираем)))))

На фотографии в комплекте с е3d радиатором. 
Собранный и установленный на дельта принтер самосборный BondTech BMG экструдер

Вот так это добро выглядит. Ограничений по совместимости нет. Экономия колоссальная.
 В плюсах: уменьшение рывков при печати, снижение нагрузки на двигатель: он меньше греется, меньше греются драйверы, меньше шанс пропуска шагов. При подаче исключается заминание прутка, что часто бывает при печати нейлоном и другими мягкими пластиками.
В плюсах: уменьшение рывков при печати, снижение нагрузки на двигатель: он меньше греется, меньше греются драйверы, меньше шанс пропуска шагов. При подаче исключается заминание прутка, что часто бывает при печати нейлоном и другими мягкими пластиками.
Как собрать экструдер своими руками?
Печатающая головка – это термин, который мы привыкли слышать при работе с бумажным принтером. Когда говорят о трехмерной печати пластиком, применяют определение «экструдер». Это электромеханический узел, который можно купить в виде запасной детали. Либо сделать самому, имея на руках соответствующие чертежи и компоненты.
Экструдер для 3д-принтера: особенности конструкции
3D-принтер имеет свои особенности, как и любой девайс. Если говорить об экструдере, то его конструкцию можно разделить на два основных компонента:
- Cold-end. Проталкивающий механизм. Он состоит из шестерни и прижимного ролика, которые захватывают и подталкивают филамент вперед. Шестеренка приводится в движение небольшим двигателем, через специальный вал. Прижимной валик подпружинен. Такая компоновка узла позволяет работать с прутками разной толщины.
- Hot-end. Нагревающая часть. Она состоит из: сопла, нагревателя, датчика нагрева и термоизолятора. Последний играет роль отсекающего мостика. Он задерживает излишки тепла, чтобы филамент не начал плавиться в подающей трубке. На нагреватель ставят нихромовую проволоку или специальную пластину с двумя резисторами.
Узел может иметь цельную конструкцию, когда оба компонента установлены друг за другом. Данная компоновка именуется Direct Extruder. Эта схема встречается в большом количестве современных принтеров. Второй вариант экструдера – Bowden Extruder. Здесь cold-end и hot-end разнесены по разным частям принтера. Горячая часть закреплена в каретке оси Z, а подающий узел установлен на раме. Между собой они соединены тефлоновой трубкой. Такая компоновка значительно облегчает саму печатную головку. Она меньше забивается. Но есть и минусы. Пруток может просто запутаться или обломиться, проходя путь от подающего узла до нагревателя.
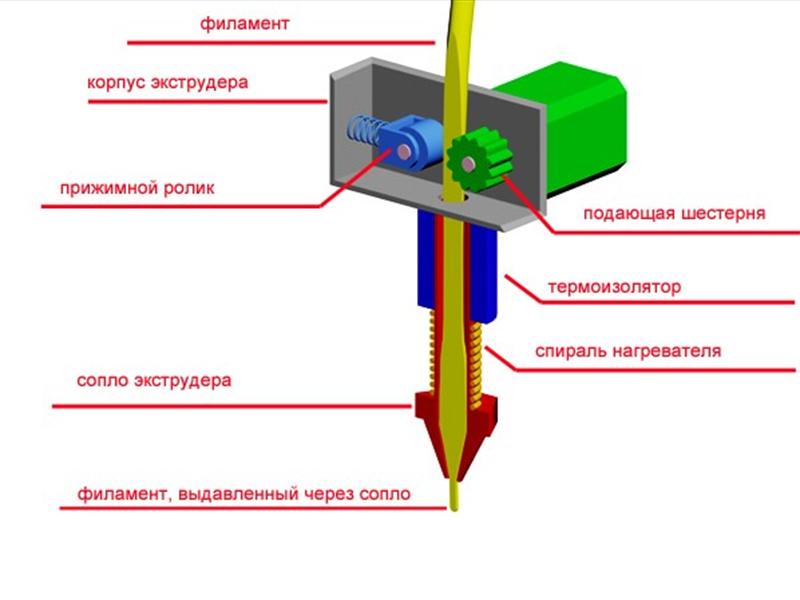
Схема работы экструдера
Интересно! Существуют более сложные конструкции со спаренными печатными головками. Они позволяют работать сразу с двумя нитями филамента. В рамках данной статьи мы будем говорить о простом экструдере с одним нагревателем и подающим механизмом.
Как выбрать хотэнд?
Стоит отметить, что экструдер – это довольно дорогая деталь. В сборе данная запчасть может обойтись в $80–150. Причем стоимость в розничных российских магазинах не сильно отличается от таковой в Китае. Получается, это один из самых дорогих узлов во всем устройстве печати.
Поэтому многие 3D-мейкеры делают самодельные принтеры. В том числе они самостоятельно собирают экструдер, пользуясь открытыми чертежами в сети. Чтобы собрать узел печати правильно, нужно изначально рассчитать, какие задачи он будет решать. Для этого необходимо оценить несколько параметров будущего принтера:
- Мощность двигателя. Она напрямую зависит от размера сопла. Если 3D-мейкер собирается делать проекты большей детализации, ему потребуется небольшое сопло и мощный двигатель. Иначе пластик может просто застрять.
- Сопло. Как было сказано выше, диаметр отверстия сопла подбирают исходя из поставленных задач.
- Подающий ролик. Это слабое место в принтере. Часто ролик проскальзывает, филамент не поступает. Появляются дефекты печати. Например, ролики для PLA и ABS очень плохо взаимодействуют с нейлоновой нитью.
- Конструкция экструдера. Все компоненты можно скрепить в один узел, напечатав их на 3D-принтере. Или выпилить из фанеры. Оба варианта несложно сделать. Однако монолитная конструкция из пластика будет прочнее, чем коробок из фанеры.
- Тип экструдера. Тут все зависит от опыта печатника и тех задач, которые он будет решать. Считается, что экструдер типа Bowden более точный, но его немного сложнее делать. И в самодельных конструкциях начального уровня его преимущества пропадают. Direct печатает не так точно, но его проще изготовить.
Немного сложнее обстоит дело с hot-end. Здесь можно пойти двумя путями. Первый: купить готовую запчасть в интернете, что также недешево. Второй: сделать его своими руками. Для этого нужно запастись терпением и нужными компонентами. Более подробную инструкцию по сборке хот-энда мы расскажем ближе к концу данного материала.
Внимание! Если вы не хотите делать хот-энд своими руками, можно заказать его на E-bay. Например, модель фирмы E3D. Правда, одна эта деталь обойдется вам в цену нового экструдера в сборке.
Как сделать экструдер для 3d-принтера своими руками?
По сути, нужно отдельно собрать cold-end, затем присоединить к нему hot-end. Полученную конструкцию закрепить на каретке оси Z и подвести питание к полученной конструкции. Но перед этим стоит заранее выписать все компоненты, которые пригодятся в работе.

Что нужно?
Для сборки экструдера потребуется изготовить или купить механические компоненты, электрические детали, а также сделать части корпуса, в котором будут находиться все составляющие экструдера. Из инструментов понадобится: наждачная бумага, сверла, отвертки, паяльник и принадлежности для пайки.
Интересно! Некоторые продавцы на AliExpress предлагают экструдеры в разборе, по частям. Этот вариант также можно рассмотреть.
Основные механические компоненты для сборки:
- основные детали каркаса экструдера (напечатанные на другом 3D-принтере, сделанные из фанеры);
- металлические направляющие;
- шестеренки для электропривода;
- основная шестерня и прижимной ролик с пружиной;
- крепежные винты и болты;
- рабочая площадка.
Вся механическая часть экструдера – это cold-end. Устройство подачи собирают как конструктор. Здесь мы предлагаем общую схему механики. Она может немного видоизменяться, в зависимости от выбранного чертежа и метода изготовления.
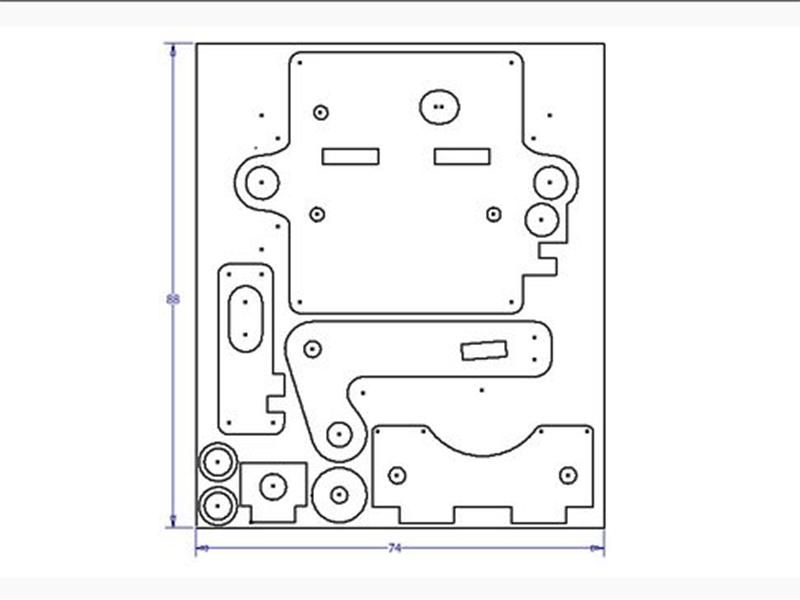
Схема для печати рамы
Электрические компоненты
К электрическим компонентам можно отнести три вещи: провода, моторчик и нагревательный элемент. Про мощность моторчика мы расскажем подробнее чуть позже. Пока что ознакомимся со схемой сборки нагревательного элемента.
На самодельных экструдерах часто используют алюминиевую пластину. Не обязательно брать цельный брусок, можно обойтись пластинкой толщиной не менее 4 мм. Ее продают в магазинах стройматериалов. Схема построения нагревателя:
- Соедините две металлические пластины между собой, просверлите между ними отверстие для hot-end. Закрепите полученный «сендвич» в тиски, зафиксируйте болтом.
- На стыке пластин проделайте отверстия под: два резистора, терморезистор и скрепляющий болт. Разъемы под нагревательные резисторы должны подходить без зазоров. Малейшая воздушная прослойка может привести к неравномерной зоне расплавления филамента.
- Установите все компоненты в пластины, скрепите их между собой болтом.
- Смонтируйте нагревательный элемент на хот-энд. Припаяйте провода.

В качестве нагревательных элементов можно использовать два резистора по 5–10 Ом. Подбирайте нужное сопротивление исходя из показателей блока питания.
Важно! Для контроля нагрева можно использовать NTS-термистор 100 кОм (B57560G104F). Не стоит использовать термисторы с меньшим сопротивлением. На высоких температурах они дают большую погрешность.
Пошаговая инструкция по сборке экструдера 3d-принтера
На данном этапе мы уже имеем собранный каркас для экструдера с установленным роликом, а также с прижимной шестеренкой. Остается только выбрать подходящий моторчик, отрегулировать прижимной ролик и прикрутить хот-энд с установленным нагревательным элементом. Рассмотрим каждый шаг по отдельности.
Выбор двигателя
Для домашних нужд потребуется шаговый двигатель по типу Nema17. Но можно поступить проще: найти рабочий элемент в старом принтере или сканере. Это самый «слабый» вариант двигателя. Для принтера берут биполярный двигатель на 4 вывода.
Интересно! Для прутков диаметром до 1.75 мм можно поискать двигатель от принтера Epson «EM-257». Он выдает крутящий момент на валу до 3.2 кг/см.
Если моторчик не справляется, нужно поставить дополнительный редуктор. Например, от старого шуруповерта. Полученной конструкции хватит для прутков до 3 мм в диаметре.
Регулировка прижимного ролика
Силу зажима можно проверить опытным путем, когда в экструдере уже собран cold-end. Аккуратно вставьте пруток между роликом и шестерней. Подайте напряжение на моторчик. Саму конструкцию cold-end можно аккуратно зафиксировать в тисках.
Если филамент не захватывается или проскальзывает: нужно растянуть или заменить пружину. Нить не проталкивается внутрь, шестеренка скребет по прутку? Прижмите или откусите виток пружины. Пробуйте найти оптимальное соотношение длины и зажима.
Создание хот-энда
Для самостоятельного создания hot-end вам потребуется:
- Ствол хот-энда. Можно сделать запчасть в токарной мастерской. Такое решение будет оптимальным, так как вы получите цельнометаллический hot-end, который нужно будет дорабатывать по минимуму.
- Радиатор. Желательно снабдить его активным охлаждением в виде небольшого кулера. Можно купить дешевый обдув в компьютерном магазине.
- Нагревательный элемент. Сборка расписана выше в статье. Также можно купить готовый вариант на AliExpress.
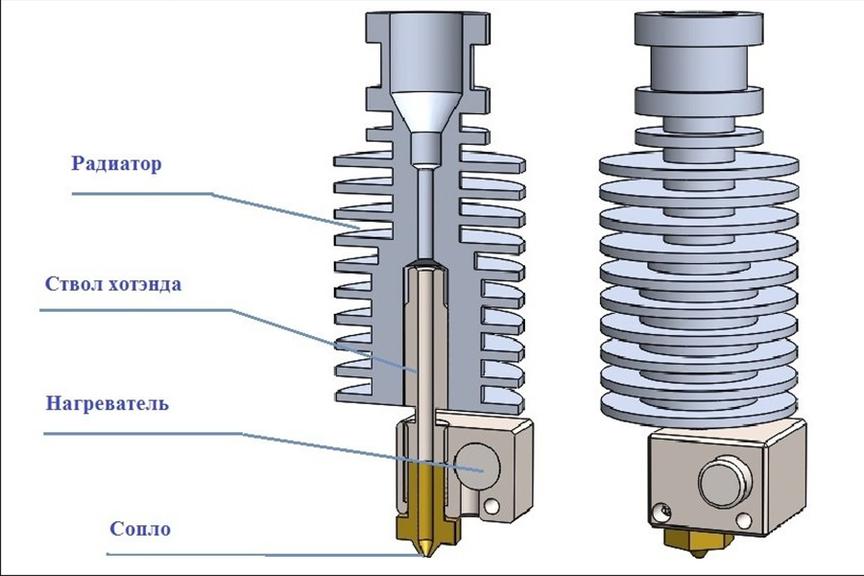
Схема для выточки ствола представлена на чертеже. На него крепят нагревательный элемент и радиатор. Подводят электрику. К полученному hot-end прикручивают сопло нужного диаметра.

Сборка
Весь процесс сборки можно разделить на несколько этапов:
- Изготовление механической части cold-end. Сборка всех механических частей в единый каркас.
- Выбор подходящего двигателя. Установка моторчика в механическую часть. Сборка нагревательного элемента.
- Калибровка прижимного ролика.
- Сборка хот-энда. Подключение к нему нагревательного элемента.
- Монтаж hot-end к cold-end.
- Установка сопла нужного диаметра.
Провода можно частично припаять в моменте сборки разных узлов или заняться ими в последний момент. Принципиальной разницы нет.
Ошибки и способы их избежать
Во время сборки можно допустить ряд ошибок, которые позже отразятся на качестве печати:
- Выбор маломощного моторчика. Отсутствие редуктора. Ошибка в проектировании электрики может привести к частым засорам экструдера, а также к дефектам печати.
- Неверный расчет электрики. Еще на этапе разработки нужно просчитать всю нагрузку по мощности и сопротивлению на бумаге. Иначе некоторые компоненты просто сгорят или будут плохо работать.
- Воздушная прослойка в нагревательном элементе. Делайте аккуратные отверстия в алюминиевых пластинах, чтобы резисторы плотно вставали по месту.
- Отсутствие калибровки прижимного ролика. Стоит заранее решить этот момент, иначе можно испортить большое количество филамента.
Косвенная ошибка, которая может аукнуться в будущем – это некрепкая рама экструдера. Еще раз повторимся, делайте раму из наименьшего количества деталей. Отдавайте предпочтение пластику, а не фанере. Конструкция должна быть крепкой. Иначе могут появиться люфты. Качество печати заметно упадет.
Собрать экструдер несложно, но в некоторых моментах нужно проявить терпение. Например, при изготовлении ствола hot-end. Также стоит держать в голове все ошибки, которые могут возникнуть во время сборки данного узла.
- 28 марта 2021
- 775
Как сделать экструдер для 3D принтера самому
О сборке принтера Mosaic из набора деталей от компании MakerGear рассказано в статье Собираем 3D принтер своими руками. Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Мы рассмотрим виды экструдеров и способы изготовления отдельных деталей этого сложного механизма, чтобы понять как сделать экструдер своими руками (видео о сверлении сопла в конце статьи).
Принцип работы и разновидности
Печатающая головка 3-d принтера протягивает пруток пластика, разогревает его и выталкивает горячую массу через сопла.
Wade extruder
На картинке представлена упрощенная схема экструдера типа Wade. Устройство состоит из двух частей. Вверху расположен cold-end (холодный конец) – механизм, подающий пластик, внизу – hot-end (горячий конец), где материал разогревается и выдавливается через сопло.
Экструдер Боудэна
Существует и другая конструкция устройства, где холодная и горячая части разведены, а пластик поступает в hot-end по тефлоновой трубке. Такая модель, где cold end жестко закреплен на раме принтера, получила название Bowden extruder.
К ее несомненным достоинствам стоит отнести следующее:
- материал не плавится раньше времени и не забивает механизм;
- печатающая головка значительно легче, что позволяет увеличить скорость печати.
Однако и недостатки имеются. Нить пластика на таком большом расстоянии может перекручиваться и даже запутываться. Решением этой проблемы может стать увеличение мощности двигателя колдэнда.
Cold end
Пруток филамента проталкивается вниз шестерней, приводящейся в движение электродвигателем с редуктором. Подающее колесо жестко крепится на валу двигателя, в то время как прижимной ролик не закреплен стационарно, а находится в плавающем положении и, благодаря пружине, может перемещаться. Такая конструкция позволяет нити пластика не застревать, если диаметр прутка на отдельных участках отклоняется от заданного размера.
Hot-end
Пластик поступает в нижнюю часть экструдера по металлической трубке. Именно здесь материал разогревается и в жидком виде вытекает через сопло. Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
Подающий механизм
Прежде всего, нужно подобрать шаговый двигатель. Лучше всего купить аналог Nema17, но вполне подойдут и моторы от старых принтеров или сканеров, которые на радиорынках продаются совсем дешево. Для нашей цели нужен биполярный двигатель, имеющий 4 вывода. Собственно, можно использовать и униполярный, его схема показана на рисунке. В этом случае желтый и белый провода просто останутся неиспользованными, их можно будет отрезать.
Как правило, моторчики от принтеров слабые, но вот EM-257 (Epson), как на рисунке ниже, с моментом на валу 3,2 кг/см, вполне подойдет, если вы собираетесь использовать филамент Ø 1,75 мм.
Для прутка Ø 3 мм, или при более слабом двигателе, понадобится еще и редуктор. Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.
Переделка понадобится, чтобы насадить шестерню двигателя шуруповерта на шаговик, совместить ось вращения моторчика с редуктором. И крышку для подшипника выходного вала тоже нужно изготовить. На выходной оси устанавливается шестерня, которая и будет подавать пруток пластика в зону нагрева.
Корпус экструдера служит для крепления двигателя, прижимного ролика и хотэнда. Один из вариантов показан на рисунке, где через прозрачную стенку хорошо виден красный пруток филамента.
Изготовить корпус можно из разных материалов, придумав собственную конструкцию, или, взяв за образец готовый комплект, заказать печать на 3-d принтере.
Главное, чтобы прижимной ролик регулировался пружиной, так как толщина прутка не всегда идеальна. Сцепление материала с подающим механизмом должно быть не слишком сильным, во избежание откалывания кусочков пластика, но достаточным для проталкивания филамента в hot-end.
Нужно отметить, что при печати нейлоном лучше использовать подающую шестерню с острыми зубчиками, иначе она просто не сможет зацепить пруток и будет проскальзывать.
Цельнометаллический хотэнд
Широко распространены и пользуются популярностью хотэнды фирмы E3D. Можно купить его на ebay.com за 92 $ (без доставки) или скачать чертежи, находящиеся в свободном доступе на официальном сайте компании ( http://e3d-online.com/ ), по которым и сделать, прилично сэкономив.
Радиатор изготавливается из алюминия и служит для отвода тепла от ствола хотэнда и предотвращения преждевременного нагревания материала для печати. Вполне подойдет светодиодный радиатор, для усиления охлаждающего эффекта можно направить на него еще и вентилятор небольшого размера.
Ствол хотенда – полая металлическая трубка, соединяющая радиатор и нагревательный элемент. Изготавливается из нержавеющей стали из-за ее низкой теплопроводности.
Вот как выглядит деталь в разрезе и ее чертеж с размерами под пруток Ø 1,75 мм.
Тонкая часть трубки служит термобарьером и предотвращает распространение тепла в верхнюю часть экструдера. Важно, чтобы филамент не начал плавиться раньше времени, ведь в этом случае прутку придется толкать слишком много вязкой массы. В результате увеличивается сила трения, и забиваются трубка и сопло.
С проблемой сталкиваются не только авторы самодельных конструкций. Такое частенько случается в цельнометаллических хотэндах, даже если экструдер изготовлен на производстве.
Если вы сами просверлили деталь, нужно отполировать отверстие ствола. Для черновой шлифовки подойдет мелкая наждачная бумага «нулевка», закрепленная скотчем на сверле меньшего диаметра.
Обязательна чистовая полировка до зеркального блеска (нитью и пастой ГОИ № 1), затем полезно прожарить отверстие подсолнечным маслом для уменьшения силы трения. Чтобы предотвратить слишком раннее разогревание пластика, можно покрыть нижнюю часть трубки, находящейся в радиаторе, тонким слоем термопасты.
Еще одна возможная проблема: расплавленный пластик под давлением поступающего прутка может просочиться вверх и остыть в зоне охлаждения, что приведет к забиванию ствола и прекращению печати. Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Нагреватель
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:
- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание. Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C. Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
Сопло
Глухая гайка с закругленным концом идеально подойдет для изготовления сопла. Лучше взять деталь из меди или латуни, так как эти металлы относительно легко обрабатываются. Нужно закрепить в тисках болт, накрутить на него гайку и просверлить в центре закругления отверстие нужного диаметра.
Сделать это можно так: на сверло, зажатое в обычную дрель, закрепить цанговый патрон со сверлышком нужного диаметра. Получается интересная конструкция.
Наиболее удачным считается отверстие 0,4 мм, так как при меньшем диаметре замедляется скорость, а при большем – страдает качество печати.
Вот еще один способ просверлить сопло (видео на английском).
Как видите, изготовить экструдер для 3-d принтера своими руками достаточно сложно. Но если вы знаете, что сделать какую-то деталь самостоятельно не удастся из-за отсутствия необходимых материалов или инструментов, необязательно приобретать готовый комплект полностью, можно купить отдельно любую часть экструдера и продолжить работу.
Как сделать экструдер для 3d принтера своими руками?
Каждый 3D-принтер имеет конструктивные особенности. Главную роль в любом устройстве играет экструдер 3d, второе название которого – печатающая головка. Суть ее работы проста: она выдавливает пластик через специальное сопло, благодаря чему и складывается трехмерный рисунок.
Особенности конструкции
3D-принтер работает на основе нитевидного пластика нескольких видов, но чаще всего применяются пластик ABS и PLA. И несмотря на разнообразие расходных материалов, все печатающие головки создаются по одному принципу и мало чем отличаются друг от друга. Устройство экструдера 3d принтера следующее:
- Блок cool-end подает филамент. Он включает в себя шестерни и привод от электрического мотора, а также прижимной механизм. Под воздействием вращения шестерни из катушки извлекается пластиковая нить, пропускается в нагреватель, где под воздействием высокой температуры пластик становится вязким. Такая структура дает возможность выдавить нить через сопло, чтобы придать ей нужную форму.
- Блок hot-end представляет собой сопло с нагревателем. Для его создания используются латунь или алюминий, отличающиеся высокой теплопроводностью. В состав нагревательного элемента также входят спираль из нихромовой проволоки, пара резисторов, термопары, регулирующие температуру. Во время работы hot-end разогревается, за счет чего и происходит плавление пластика. Важную роль играет своевременное охлаждение рабочей платформы, что обеспечивается специальной термоизолирующей вставкой между hot-end и cool-end.

Разновидностью печатающей головки является боуден экструдер, который отличается тем, что hot-end и cool-end разнесены с точки зрения расположения: нагреватель с соплом располагаются на печатающей голпринтер промышленныйовке, в то время как подающее устройство расположено на раме принтера. Пластиковая нить подается посредством длинной тефлоновой трубки. Главное ее назначение – оберегать нить от возможных изгибов, чтобы она подавалась в hot-endс оптимальной скоростью и давлением. Боуден экструдер хорош тем, что позволяет сделать меньше и легче печатающую головку, но с другой стороны, передача пластика к соплу не так надежна.
Как выбирать экструдер?

Экструдер для 3d принтера нужно выбирать правильно, учитывая несколько важных моментов:
- Материал. современные печатающие головки оснащаются литыми элементами или созданными на основе 3d-печати. Конечно, литые модификации отличаются прочностью, что особенно важно для участков, на которые приходится большая нагрузка. С другой стороны, напечатанные на 3D-принтере детали гораздо дешевле.
- Подача филамента. Качество этого механизма играет важную роль, поскольку нить должна подаваться к нагревателю постоянно и аккуратно. Только так можно обеспечить бесперебойную печать. Во время пути к соплу пластик может запутаться, поэтому нужно выбирать принтеры с электрическим двигателем высокой мощности – так запутывания можно свести к минимуму.
- Тип подающего ролика. Очень часто в результате плохого сцепления материала с подающим роликом нить начинает проскальзывать. Особенно часто такие ситуации возникают при использовании нейлоновой нити на тех устройствах, где можно применять только ABS или PLA-пластик.
- Размер сопла. Экструдер может оснащаться соплами разного диаметра. Важную роль при выборе играет назначение самих изделий. Например, если объекты должны быть тщательно и детализированно прорисованы, то сопло выбираются меньшего диаметра. Чем меньше сопло, тем выше вероятность его засорения, поэтому лучшее выдавливание пластика обеспечивается при мощном электрическом двигателе.
Как сделать своими руками
Чтобы сделать экструдер для 3D-принтера экструдер своими руками, потребуется подобрать шаговый двигатель. Однако в этом качестве можно использовать и моторы от старых сканеров или принтеров. Для крепления двигателя потребуется корпус, прижимной ролик и хот-энд. Корпус создается из разных материалов, при этом его конструкция может быть самой разной. Прижимной ролик должен регулироваться пружиной, поскольку толщина прутка не всегда идеальна. Материал сцепляется с подающим механизмом, но сцепление не должно быть слишком сильным – в ином случае кусочки пластика будут откалываться.
Хот-энд можно купить (покупка обойдется примерно в 100 долларов), а можно скачать чертежи и создать его самостоятельно. Радиатор создается из алюминия и нужен для того, чтобы отвести тепло от ствола хот-энда. Это позволит предотвратить преждевременное нагревание материала для печати. Хорошее решение – светодиодный радиатор, а охлаждение выполнять посредством вентилятора. Ствол хот-энда создается из полой металлической трубки, которая служит для соединения радиатора и нагревательного элемента.

Тонкая часть трубки – это термобарьер, который исключает попадание тепла в верхнюю часть экструдера. Главное в хот-энде – добиться того, чтобы филамент не плавился раньше времени, что приведет к засорению сопла.
Нагревательный элемент в 3d-экструдере своими руками создается из алюминиевой пластины. В ней сверлится отверстие для крепления ствола хот-энда, затем сверлятся еще отверстия для болта крепления, резисторов, терморезистора. Пластина нагревается резистором, а задача темистора – регулировать рабочую температуру. Сопло можно создать из глухой гайки с закругленным концом. Лучше, если гайка латунная или медная – эти металлы отличаются простотой обработки. В тисках крепится болт, затем на него накручивается гайка, а в центре сверлится отверстие. Таким образом, легко создается экструдер в домашних условиях.

Некоторые модели принтеров оснащаются двойными экструдерами – это позволяет печатать двухцветные объекты или создавать структуры поддержки из растворимого полимера. То есть одновременно на таком устройстве можно использовать сразу два вида пластика. Правда, одновременная печать все равно невозможна, поэтому каждый экструдер задействуется в случае необходимости.
Как сделать экструдер для 3d принтера своими руками
Появление первых 3D принтеров поспособствовало ускоренному развитию сегмента IT. Уникальность оборудования, способного воспроизводить конструкции в трехмерном формате, стала причиной его высокой стоимости.

Поэтому появление самодельных устройств, обладающих подобными функциями, не стало неожиданностью. Их используют в бытовых условиях, а при работе с ними требуется расходный материал. Чаще к нему относят нитевидный пластик, к примеру, ABS или PLA. Человек, который хочет своими руками собрать 3D принтер или его отдельную часть (экструдер), должен обладать необходимыми знаниями и опытом. Он обязан знать о калибровке экструдера, охлаждении Cool-end и Hot-end.
О чём пойдет речь:
Механические компоненты
Детали для сборки реально приобрести в комплекте, но те, кто не ищут легких путей, часто решаются на самостоятельное изготовление. Им понадобятся:
- крепежные детали для формирования каркаса;
- рабочая площадка;
- устройство для нагрева и регулировки температурного режима;
- направляющие из металла;
- шестерни для электроприводов;
- экструдер.
Главной трудностью при изготовлении 3D принтера считается правильная конфигурация последних трех элементов. Большое значение имеет привод, который устанавливают для передвижения платформы на одной оси. Вторая становится залогом перемещения печатающей головки.
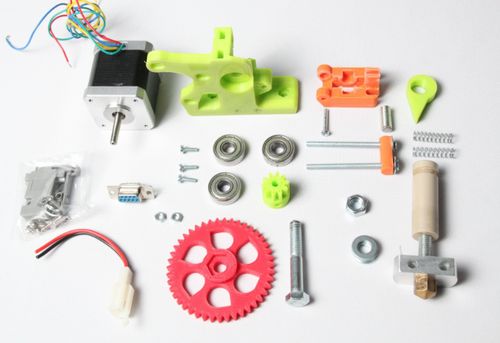
Детали для сборки 3d-экструдера
Самостоятельная сборка механической части осуществляется благодаря использованию листов из фанеры, шурупов подходящего размера и зажимов, обеспечивающих фиксацию. На фото стандартный набор для изготовления 3D принтера с двумя печатающими головками.
Электротехнические составляющие
Особенностью конструкции является экструдер нити для 3d принтера. Благодаря ему происходит выход расходного материала и непосредственно создание рисунка. Чаще его не рискуют делать самостоятельно, а приобретают в специализированных магазинах. Сборку начинают с подготовки необходимых деталей.
Блок Cool-end
К его функциям относится подача филамента (нити из пластика). Он состоит из электрического мотора, прутка и шестерней. Нити намотаны на предусмотренную для этого катушку.

Hot-end
Он представляет собой дуэт сопла и элемента для нагрева. Филамент проходит через последний и изменяет агрегатное состояние, превращаясь в вязкую массу, которая после выдавливается с помощью сопла. Завершающим этапом становится послойное нанесение данного состава.

Детали этой части 3d принтера с двумя экструдерами производятся из сплавов латуни или алюминия. Благодаря этому тепло проводится достаточно быстро. Блок состоит из проволочной спирали, термопара (он регулирует температуру) и двух резисторов. Охлаждение элеватора осуществляется из-за термоизолирующей вставки. Она располагается между Cool-end и Hot-end. Данная деталь изображена на фото.
Сборка экструдера
Производство экструдера для 3D принтера своими руками происходит следующим образом.
Подбирается двигатель
Чаще данную деталь заменяют рабочим мотором от принтера или сканера, приобрести его можно на радиорынке.

17 Шаговый Двигатель 1.75 мм 1.7
Если двигатель для экструдера оказался слишком слабым, дополнительно потребуется редуктор. Подходящей заменой покупной детали станет та, что ранее была частью шуруповерта. Также редуктор понадобиться экструдеру прутка для 3d принтера. Присоединение двигателя происходит за счет корпуса, прижимного ролика и хот-энда, располагать их нужно как на фото.
Регулировка прижимного ролика
Обязательным условием является продуманное взаимодействие этого элемента и пружины. Последняя устанавливается из-за возможных недочетов в расчете параметров прутка 3D принтера.
Слишком сильное сцепление нитей с механизмом подачи провоцирует отделение частиц расходного материала.
Создание хот-энда
Его гораздо проще приобрести, большинство мастеров так и поступают. Для самостоятельного изготовления потребуется чертежи, которые можно скачать из интернета. Для радиатора понадобиться алюминиевый сплав.

Радиатор экструдера (хотэнда) 3D принтера
Этот элемент отводит теплый воздух от ствола прибора, который представляет собой полую трубку. В ее функциях соединение элемента нагрева и радиатора. Это предупреждает перегрев принтера.
Удачным вариантом считается светодиодный радиатор, при этом охлаждение прибора будет происходить с помощью вентилятора. Ствол хот-энда 3D принтера представляет собой металлическую полую трубку. При создании экструдера необходимо учитывать время плавления нитей. Если они плавятся раньше, чем положено, то произойдет засорение сопла.
Сборка элемента нагрева
В первую очередь понадобиться алюминиевая пластина. В ней делают ходы для крепления терморезистора, хот-энда и резистора.

В принтере, работающем в формате 3D, может быть больше одного экструдера, например, как на фото. Данный факт следует учитывать при создании чертежа устройства. Функциональность такого оборудования на порядок выше, чем у стандартного, например, печать в двух цветах и изготовление конструкций из растворимых полимерных материалов.
К завершающему этапу создания 3D принтера своими руками относят калибровку экструдера, подключение электроники, регулировку процесса печати, внедрение подходящего ПО.
Обзор принтера Bigrep One
Данная модель характеризуется наличием двух экструдеров, наличием подогрева рабочей платформы и внушительными габаритами. Bigrep One (изображен на фото) предназначен для профессионалов, специализирующихся на производстве качественных изделий в 3D формате.
Еще одним плюсом 3d принтера Bigrep One 2 с двумя экструдерами считается его стоимость. На фоне цен на аналогичные устройства она более приемлема, поэтому пользуется большим спросом.
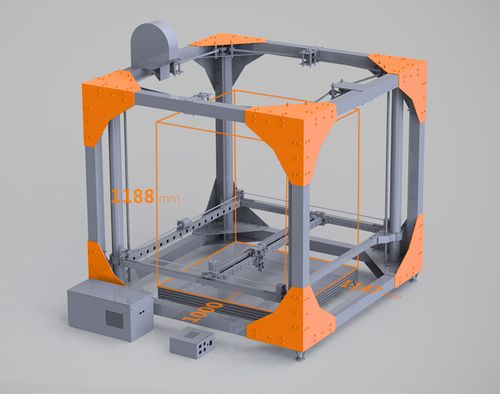
Принтер Bigrep One
Отмечают следующие преимущества принтера Bigrep One:
- Рабочий объем 1,3 м3.
- Низкая себестоимость 3D моделей.
- Отсутствие необходимости в оснастке готовых изделий.
- Повсеместность применения.
- Экономичность и производительность.
- Наличие камеры 3D печати.
- Обширный ряд возможных филаментов (нити ABS и PLA, нейлон, гибкие эластомеры).
Bigrep One представляет собой новое поколение принтеров, употребление которых расширяет сферу использования 3D технологий.
Вывод
Экструдер – это значимый узел 3D принтера. Он влияет на качество готовых предметов, саму процедуру печати. Неполадки в нем влекут за собой потерю дорогостоящих нитей из пластика. Недочеты в расчете диаметра прутков, отсутствие калибровки, неправильное расположение осей корпуса приводят к отрицательным результатам производства. Пример на фото.
Поэтому, перед тем как начинать сборку принтера, проведите обзор возможных конструкций этого устройства, определите точные параметры прутка и количество экструдеров (один, два или более).
Infinum3d – 3D-принтер своими руками
вторник, 6 августа 2013 г.
Экструдер. Часть I.
Продолжим на тему того, каким образом филамент подается в зону плавления (HotEnd’а).

На фото классический репраповский экструдер – родоначальник всех 3d-печатающих механизмов у самодельщиков.
Стоит отметить тот факт, что редуктор (с отношением не менее1:5) обязательно нужен для привода филамента диаметром 3,0 мм. Назначение редуктора – повысить момент на валу за счет уменьшения частоты вращения. Другими словами, будет крутить сильнее, но медленнее, а нам, как раз, большая частота вращения и не нужна – пластик должен успевать плавиться.
Если имеем дело с прутком 1,75 мм либо еще меньшего диаметра, то редуктор нам делать необязательно. Хотя, если используется совсем слабый двигатель (например, от старого принтера Epson, который я использовал поначалу), то редуктор все-таки придется делать.



Так как пластик 3 мм значительно (!) дешевле более тонких вариантов (к тому же распространеннее), то и привод мы будем делать, рассчитывая на более тостый филамент. А уже пластик 1,75 (и подобные) мы сможем “толкать” этим экструдером вообще без проблем. В этом случае потребуется лишь небольшая модификация хотэнда (об этом позже).
Итак.
Для начала нам нужен двигатель. Причем шаговый и очень желательно биполярный, иначе с управлением придется повозиться. Отличить его от униполярного (еще одна разновидность шаговиков) можно по количеству выводов. Их должно быть 4. В этом случае можно будет использовать типовой драйвер управления (Pololu). Схема такого двигателя:

В принципе, можно подключить и двигатель, который имеет 6 выводов – главное правильно определить где какие обмотки, после чего просто останется 2 ненужных провода, которые можно просто отрезать.

В данном случае у нас останутся неподключенными “желтый” и “белый” провода.
Из старых принтеров можно наковырять много полезного, но движки там стоят очень слабые, особенно в новых струйниках, поэтому годятся для применения только с редукторами с очень большим передаточным отношением. Вот пример таких двигателей:

Из всего этого многообразия для использования в качестве привода филамента пойдет разве что Epson EM-257 – он как раз имеет нужное количество выводов (4), а также более-менее неплохой момент на валу. Вот еще несколько подобных двигателей:

Они конечно слабоваты для нашей цели, и, в идеале, лучше использовать аналог Nema17 (тот, что применяется в оригинальном репрапе), зато их можно купить за копейки на любом радиорынке или выковырять из старого железа. К слову – не стоит брать за основу экструдера советские ДШИ-200, которые очень популярны у станкостроителей, т.к. они слишком тяжелые, чтобы их тягать в качестве печатающей головы.


Донор выглядит примерно так как на фото. А в разобранном виде что-то вроде:

Фото не мое, но принципиально эти планетарные редукторы сильно друг от друга не отличаются. Поэтому ищем дохлый шуруповерт и вперед – разбирать.
Как и раньше, нам понадобится толковый токарь, который поможет насадить приводную шестерню от оригинального шуруповертного движка на наш шаговик. Также необходимо будет выточить крышку-корпус для подшипника выходного вала. Фотографии моего варианта выложу позже (придется разобрать готовый экструдер). Можно, в принципе, сделать чертеж крышки, которая была выточена из алюминия, хотя токарю обычно хватает простого объяснения “на пальцах” чего именно мы хотим от него получить.
Вроде бы пора брать фотоаппарат в руки и начинать детальную фотосессию всех тонкостей процесса, а то в интернете кончились картинки, которые идеально подойдут к моему описанию.
