
Печать ABS пластиком: температура, параметры, настройки
Физические свойства ABS пластика делают его отличным вариантом для функциональных и декоративных моделей. Основные проблемы, с которыми вы можете столкнуться при печати ABS — это отсутствие прилипания к столу 3d принтера, коробление детали с боков и выделяемые токсичные пары. В этой статье рассмотрим какие же оптимальные настройки 3d принтера для печати этим прекрасным материалом.
Температурное расширение пластика во время 3D печати
Как известно при нагревании пластика в экструдере, она имеет тенденцию к расширению. Нужно отметить, что разные пластики имеют свои коэффициенты расширения, ABS и нейлон имеют достаточно большие значения и после остывания, пластик начинает сжиматься, что приводит к его отслаиванию от стола 3d принтера и искривлению модели. Регулирование настроек 3d принтера помогут минимизировать данные дефекты.
Настройки 3D принтера
Печать ABS пластиком может показаться немного сложнее чем PLA пластиком, но правильные настройки решат все сложности.
Экструдер
ABS плавится в диапазоне от 210 до 250 ° C. Значение в 235 ° C наиболее оптимально, но всегда учитывайте температуру окружающего воздух.
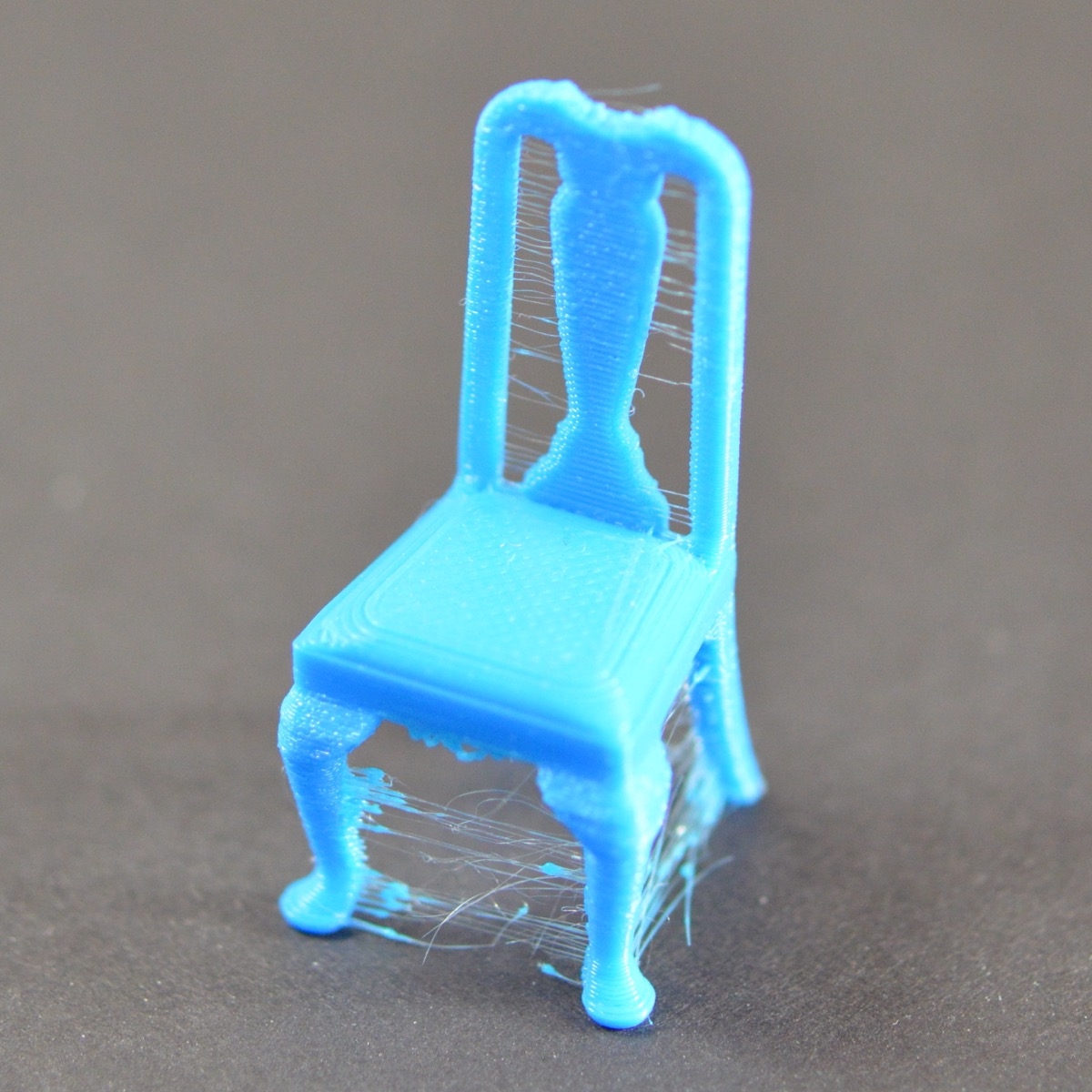
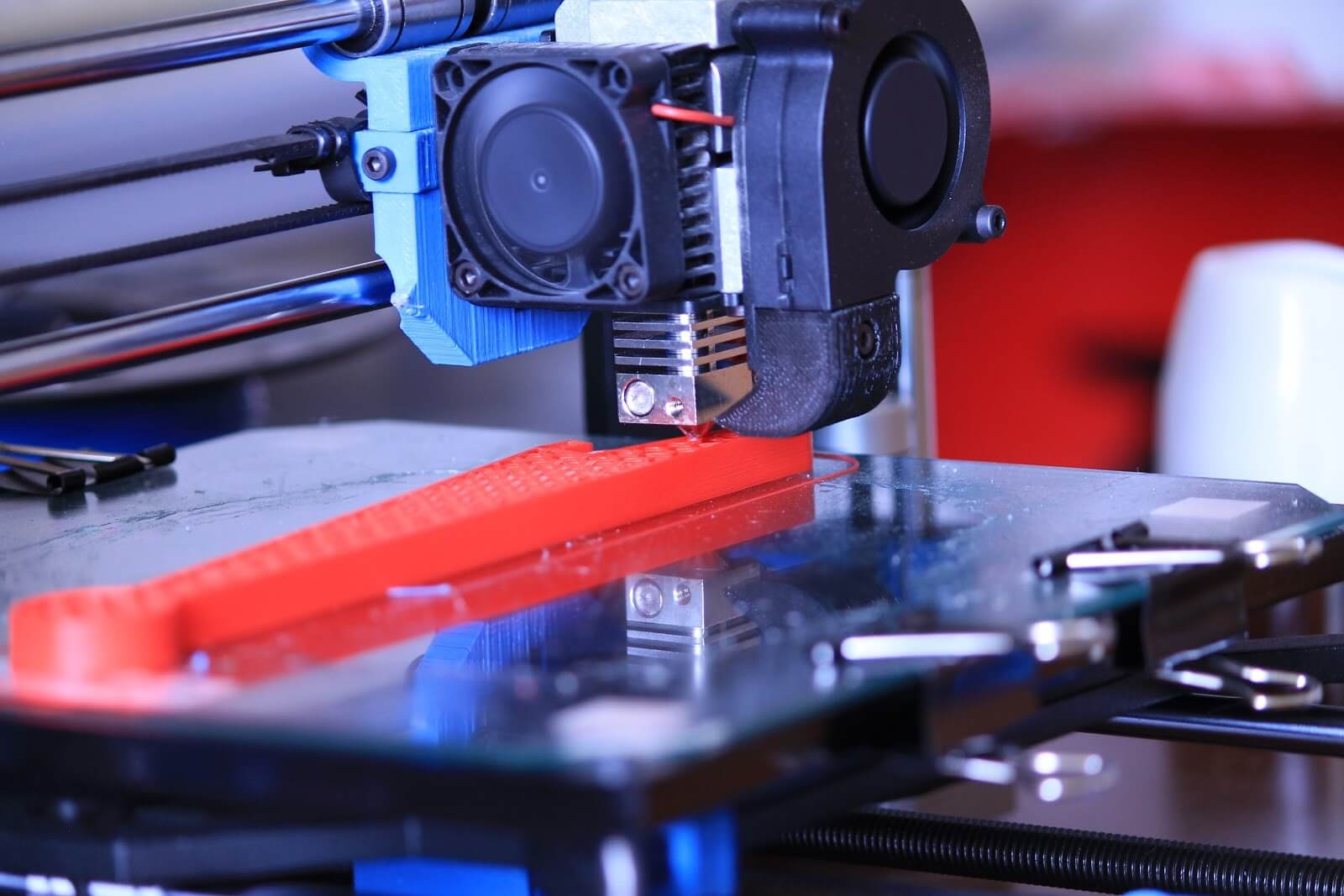
Если вы запустите экструдер слишком горячим, вы заметите множество нитей, образовавшихся между стенками вашей детали.
Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к пропускам при нанесении слоев модели.
Стол 3d принтера
Функция стола с подогревом — устранить отслаивание первого слоя модели, поэтому установка правильной температуры имеет решающее значение. Температура, при которой пластик меняет фазу из твердого состояния в эластичное (но не жидкое), известна как температура стеклования (Tg ).
Для ABS температура стеклования составляет 105 ° C, следовательно, температура стола в 110 ° C будет достаточной.
Оптимальные настройки слайсера для печати ABS пластиком
У слайсера есть несколько важных настроек:
- Бримы и плоты: Бримы и плоты опции в настройках слайсера дают дополнительную площадь контакта между моделью и столом 3d принтера.
- Высота первого слоя: наличие более толстого первого слоя может быть полезным, так как улучшает контакт с поверхностью стола, что в свою очередь, надежно удерживает отпечаток на месте. Из практики, — оптимально установить первый слой на 150% от обычной высоты слоя.
- Скорость первого слоя: скорость печати первого слоя следует снизить примерно до 70% от фактической скорости печати. Это особенно полезно, когда ваша деталь имеет острые углы, которые имеют тенденцию отслаиваться, когда сопло движется на более высоких скоростях.
- Ветрозащитный экран: Ветрозащитный экран — отличная функция в Cura, которая скрыта в экспериментальных настройках. Это однослойная стенка, построенная вокруг модели, которая предотвращает попадание «сквозняков ».
- Охлаждающие вентиляторы : охлаждающие вентиляторы — отличное дополнение к 3D-принтерам, поскольку они создают хороший воздушный поток вокруг сопла и быстро охлаждают пластик. Однако это может иметь и негативный эффект при печати первых нескольких слоев. Перед началом печати не забудьте выключить вентиляторы для первых 5-10 слоев.
Оптимальная скорость печати ABS пластиком?
Хорошая скорость печати для ABS обычно находится в диапазоне 40-60 мм / с, как и для PLA. Скорость можно увеличить еще больше, если у вас есть термокорпус у вашего 3D-принтера, а другие факторы, такие как температура и стабильность, будут тщательно контролироваться т.к. ABS пластик дает усдаку. Е сли вы печатаете ABS со скоростью 60 мм / с, сделайте скорость первого слоя на уровне 70%. В некоторых случаях это может значительно улучшить адгезию.
Еще лайфхаки
Корпуса для 3d принтера
Кожух для вашей машины гарантирует, что температура окружающего воздуха будет стабильной и предохранит модель от деформации.
Клеи для стола 3d принтера
Другой вариант, который кажется эффективным в борьбе с отслаиванием — это использование клея. Клей можно наносить прямо на стол 3d принтера, что будет способствовать лучшему прилипанию отпечатка к платформе.
Продуманный дизайн
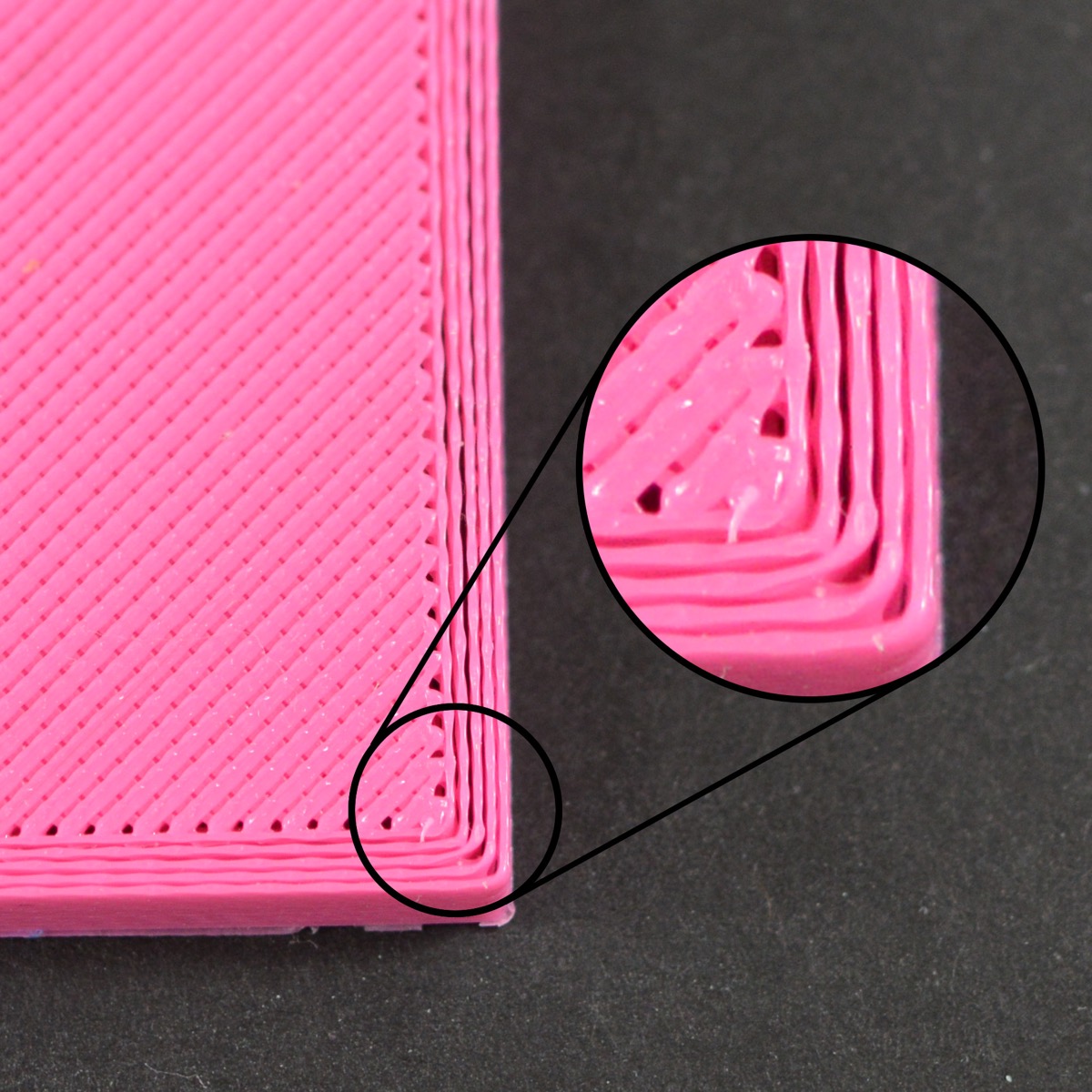
Острые углы в конструкции могут привести к дефектами, поскольку напряжение от деформации концентрируется в одной точке. Закругленные углы помогают распределить напряжение по изогнутой траектории и следовательно, снизить её концентрацию в любой отдельной точке.

Немного попрактиковавшись и выбрав правильные настройки, вы быстро овладеете искусством 3d печати из ABS пластика.
Обязательно почитайте про постобработку 3d моделей после печати, это существенное улучшить качество поверхности ваших отпечатков.
ABS пластик для 3D принтера
ABS (акрилонитрил-бутадиен-стирол) был получен в сороковых годах прошлого века, но всемирную известность получил в пятидесятых. Основой для производства этого пластика является нефть. Химическая формула (C8H8) x · (C4H6) y · (C3H3N) z).
Полимеризуя стирол и акрилонитрил в присутствии полибутадиена, химические «цепи» притягивают друг друга и связываются друг с другом, что обеспечивает превосходные характеристики твердости, блеска, ударной вязкости и стойкости по сравнению с чистым полистиролом. Сегодня это один из самых популярных конструкционных полимеров.
Свойства ABS пластика
ABS представляет собой термопласт. Это означает, что его можно многократно нагревать до температуры плавления (230°С), превратив в жидкость, и снова охлаждать до возвращения в твердое состояние без разрушения и изменения свойств.
Напротив, термореактивный пластик (такой, как эпоксидная смола или меламин) может быть нагрет и отлит только один раз, но полученный продукт больше не может быть повторно нагрет, поскольку он просто сгорит.
Пластик широко применяется во многих отраслях промышленности, так как имеет низкую себестоимость и легко поддается механическим способам обработки (пилению, сверлению, фрезерованию, высечке и резке).
Пластик довольно прочный и долговечный, обладает высокой устойчивостью к жаре и химическим веществам.
Неокрашенный, он имеет желтоватый оттенок, и обычно поставляется в небольших гранулах для промышленного использования.
Пластик легко окрашивается акриловыми красителями.

Цвета ABS пластика
Нити из ABS пластика для 3d принтеров имеют богатую палитру цветов, включая люминесцентные. Цвета насыщенные и яркие.
Палитра имеет все основные цвета и оттенки, начиная с белого и заканчивая черным.
Характеристики ABS пластика:
- температура плавления — 230 ° C;
- температура размягчения — 105 ° С;
- плотность 1,06–1,08 г/см — 3;
- предел прочности 42.5 — 44.8 MПа;
- удлинение при разрыве 23 — 25%;
- максимальная температура воздуха 88 — 89°С;
- усадка до 0,8%.
Применение ABS пластика
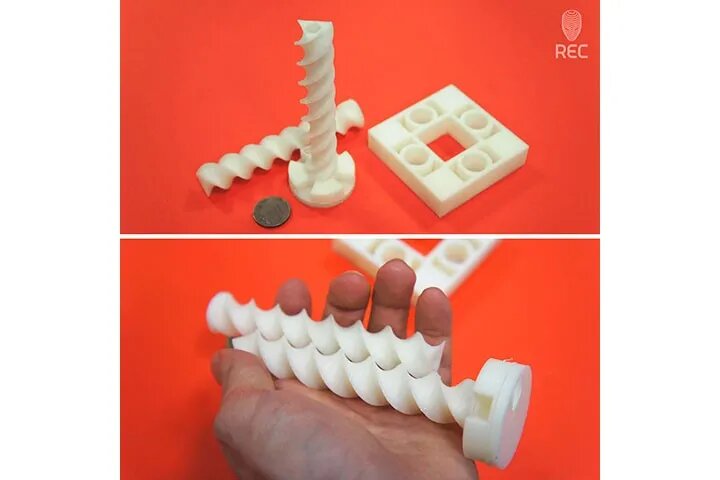
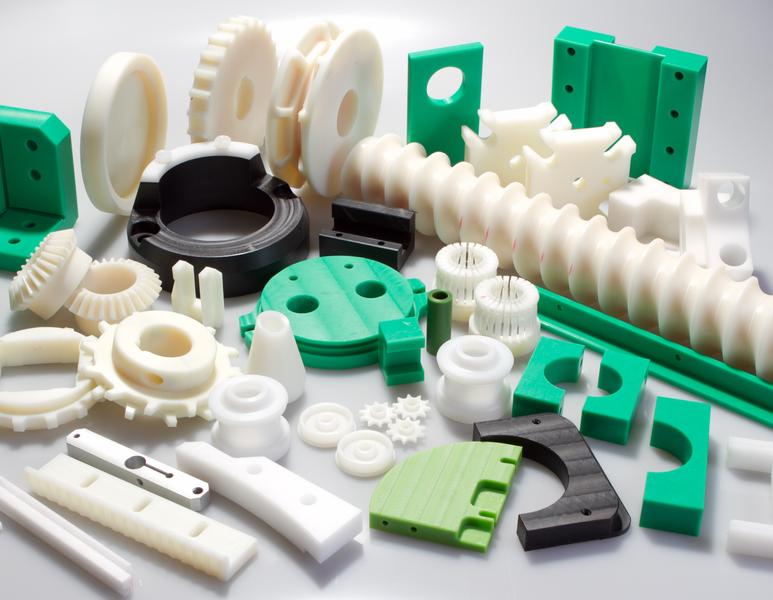
ABS является одним из наиболее широко используемых пластиков, и его можно встретить в предметах повседневного обихода, таких как компьютерные клавиатуры, кухонные приборы, игрушки LEGO, пластиковые защитные кожухи на настенных розетках и в защитных футлярах электроинструментов.
Небольшой вес и способность ABS к литью под давлением сделали его полезным для создания изделий, требующих сложных и точных форм, таких как музыкальные инструменты, автомобильные компоненты, медицинские приборы, защитные головные уборы, головки клюшек для гольфа и каноэ.
Изделия из ABS пластика могут использоваться в температурном диапазоне от -20 до +80°С.
Как печатать ABS пластиком
ABS пластик достаточно капризен и деталь при печати может оторваться. Есть различные методы для увеличения адгезии детали к поверхности стола. Это и различные скотчи, и клеи.
Хороший результат дает нанесение на поверхность стола клея, состоящего из раствора кусочков ABS пластика в ацетоне. Хорошо, если принтер имеет закрытый корпус.
Печатать лучше в проветриваемом помещении, так как пластик при нагреве выделяет пары неприятного запаха.
Настройки принтера для ABS пластика
Перед печатью необходимо проверить расстояние от сопла до поверхности стола в четырех крайних точках. Между столом и соплом должен проходить стандартный лист бумаги. Для закрепления первого слоя, можно использовать малярный скотч, синий скотч, различные клеи.
Далее, в слайсере необходимо выставить настройки, соответствующие применяемому принтеру и пластику, такие как скорость печати, коэффициент подачи пластика, температуру экструдера, толщину слоя, диаметр сопла и прочие.
Температура печати ABS пластиком
Рекомендуемая температура экструдера составляет от 230 до 260 ° C, в зависимости от марки нити и 3D-принтера. Температура стола колеблется от 80 до 110°С.

PLA и ABS пластик — отличия
Основные материалы, применяемые при 3D печати, это ABS (акрилонитрил-бутадиен-стирол) и PLA (полимолочная кислота). Рассмотрим основные отличия этих пластиков.
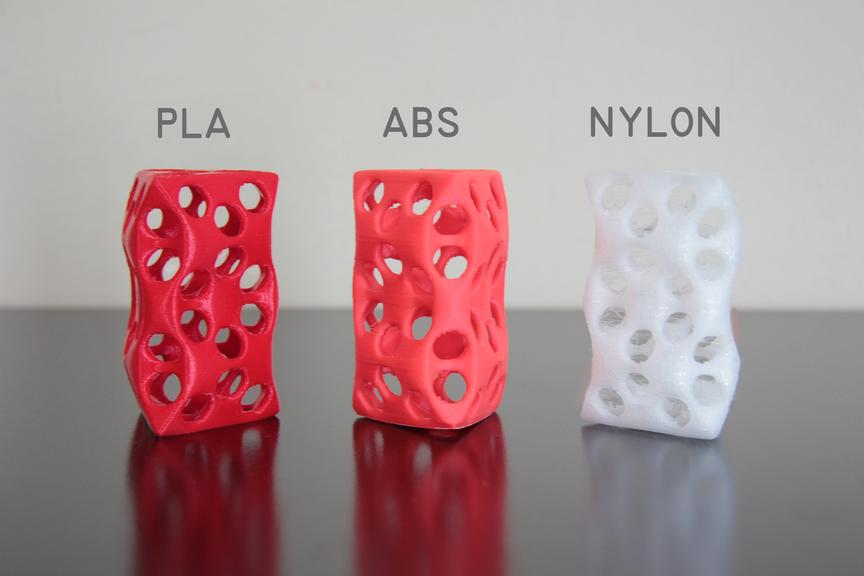
- Визуальные отличия: ABS матовый, а PLA намного более гладкий и блестящий. Это видно невооруженным глазом. Кроме того, ABS имеет менее интенсивные цвета, цвета в PLA более насыщенные.
- Температура при печати: температура экструдера для ABS составляет 210°С — 240°С и стола 80°С или выше.
Температура экструдера для PLA составляет 180°С — 200°С. Стол можно использовать без подогрева. - Контакт со столом: поверхность АБС, которая непосредственно соприкасается со столом принтера, имеет тенденцию изгибаться вверх. Для устранения этого эффекта, поверхность стола нагревают, а также используют различные клеи. PLA по сравнению с ABS менее подвержен деформации, поэтому можно печатать без подогрева стола.
- Прочность: оба пластика имеют хорошее сцепление со слоями, но PLA более хрупкий чем ABS и скорее сломается при изгибе, в отличие от ABS. ABS идеально подходит для полировки, и в нем можно сверлить отверстия, нарезать резьбу. В случае с PLA это значительно сложнее.
- Состав: ABS (акрилонитрил-бутадиен-стирол) изготавливают из нефти, в отличии PLA (полимолочная кислота), который получают из натуральных продуктов, таких как кукурузный крахмал, сахарный тростник.
- Экология: в связи с тем, что PLA довольно быстро разлагается под действием солнечных лучей и влаги (от нескольких месяцев до года), он идеально подходит для изготовления различных упаковочных материалов, коробок, бутылок для хранения воды, которые можно выбрасывать в контейнеры с мусором. ABS более устойчив к неблагоприятным условиям и разлагается довольно долго.
- Запах: при печати оба пластика выделяют летучие вещества не очень опасные, но и не добавляющие здоровья, поэтому располагать принтер необходимо в хорошо проветриваемом помещении. Запах у ABS сильный и неприятный, в отличие от PLA, который имеет приятный еле уловимый запах теплого масла.
- Применение: PLA используют для печати сувениров, игрушек и прочих изделий, которые не подвергаются ударам и изгибам. Этот пластик нельзя использовать при высоких температурах, так как при 60° С он теряет форму. ABS можно использовать в изделиях, которые подвергаются ударам, изгибам, а также используются при высоких температурах.
- Влияние влаги: Оба материала впитывают влагу, поэтому хранить их надо в сухом помещении. Если пластик долго хранился открытым, то возможны проблемы при печати — появление пузырьков воздуха, что приводит к засорению сопла. ABS можно просушить сухим воздухом. После сушки его свойства не изменяются. Сушка PLA может привести к обесцвечиванию и изменению его механических свойств.

Обработка ABS пластика
Готово изделие, напечатанное на FDM 3D принтере, имеет слоистую структуру. Это издержки метода, при котором расплавленный пластик наносится слой за слоем, создавая необходимую форму. Убрать эту слоистость, а также мелкие дефекты можно как химическими, так и механическими методами.
При помощи наждачки, надфиля, бормашинки убирают небольшие сколы, выступы. Химическими методами добиваются ровной, полированной поверхности.
Для этого чаще всего используют ацетон. Наносят его на поверхность изделия или кисточкой из натурального волокна или используют так называемую ацетоновую баню. Это обработка изделия парами ацетона в герметично закрытой емкости. Конструкции такой бани можно найти в интернете.
Изделия из ABS пластика можно окрашивать разнообразными акриловыми красками. Для того, чтобы краска прочно держалась, необходимо загрунтовать окрашиваемую поверхность любой акриловой грунтовкой. Для придания блеска, окрашенное изделие можно покрыть лаком.
Клей для ABS пластика
Склеить различные части изделия из ABS пластика можно при помощи дихлорэтана и любых цианакрилатных клеев мгновенного действия. В дихлорэтане лучше растворить немного пластика в соотношении 10 к 1 и этим раствором смазать одну из поверхностей детали, и затем плотно прижать склеиваемые части.
Дихлорэтан ядовит, поэтому работать с ним необходимо в хорошо проветриваемом помещении.
Растворитель для ABS пластика
Растворителем для ABS являются эфиры, кетоны и ацетон. Хорошо работают этилацетат и хлористый метилен (дихлорметан).
Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
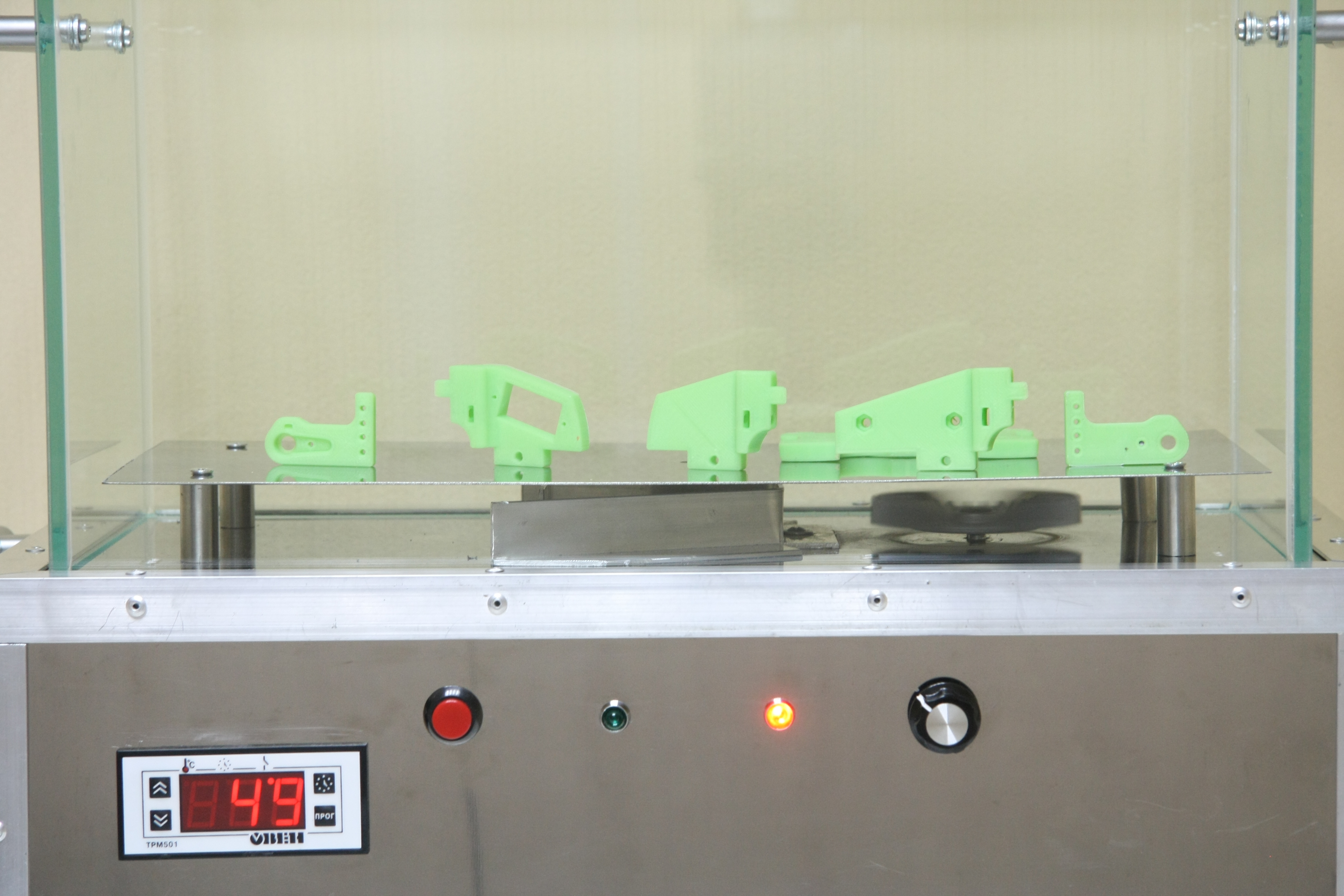
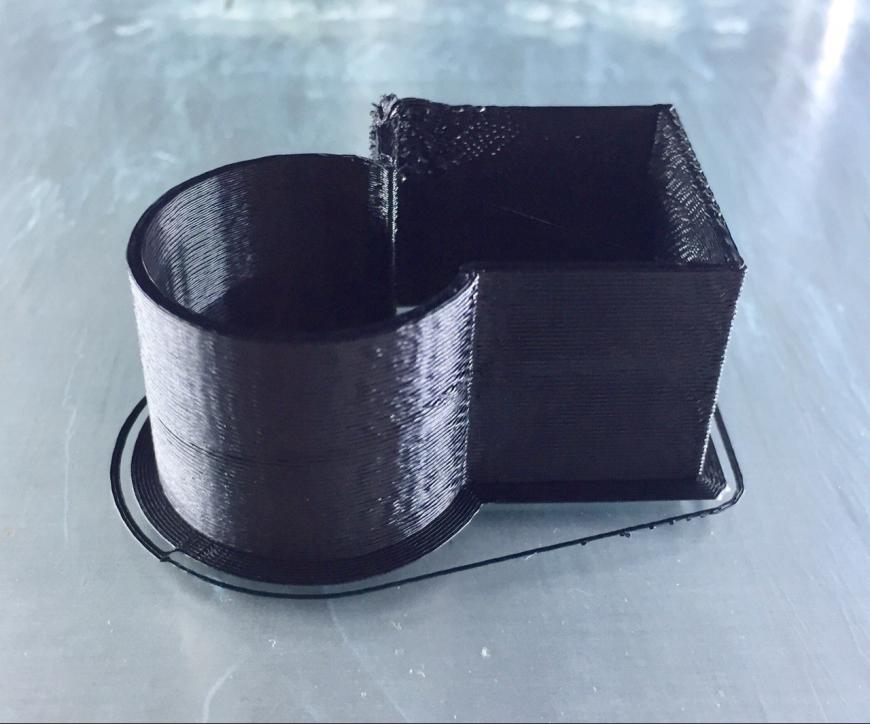
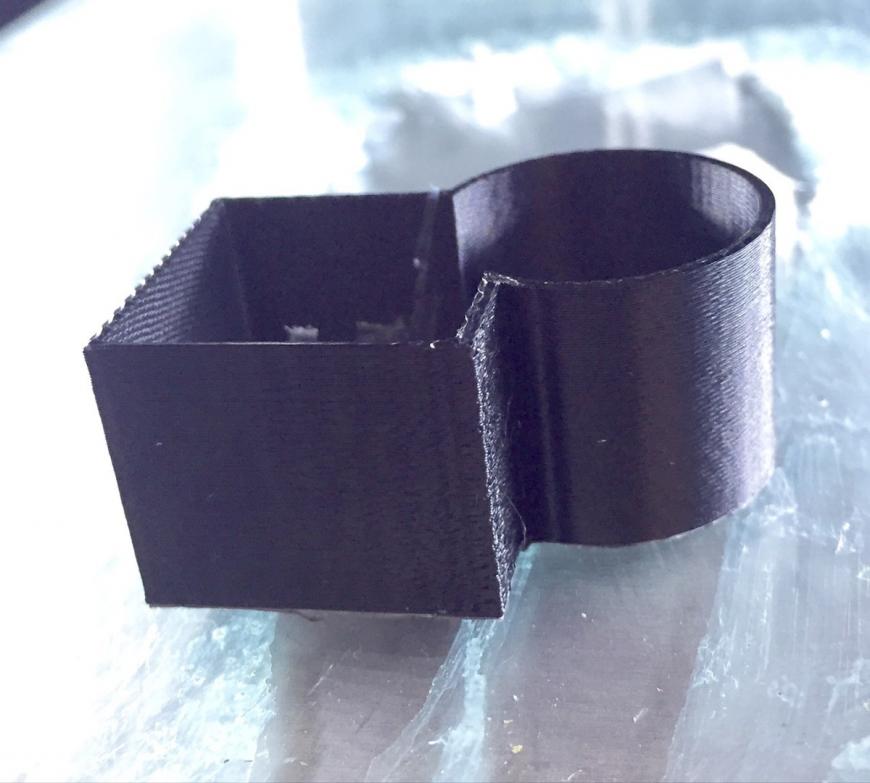
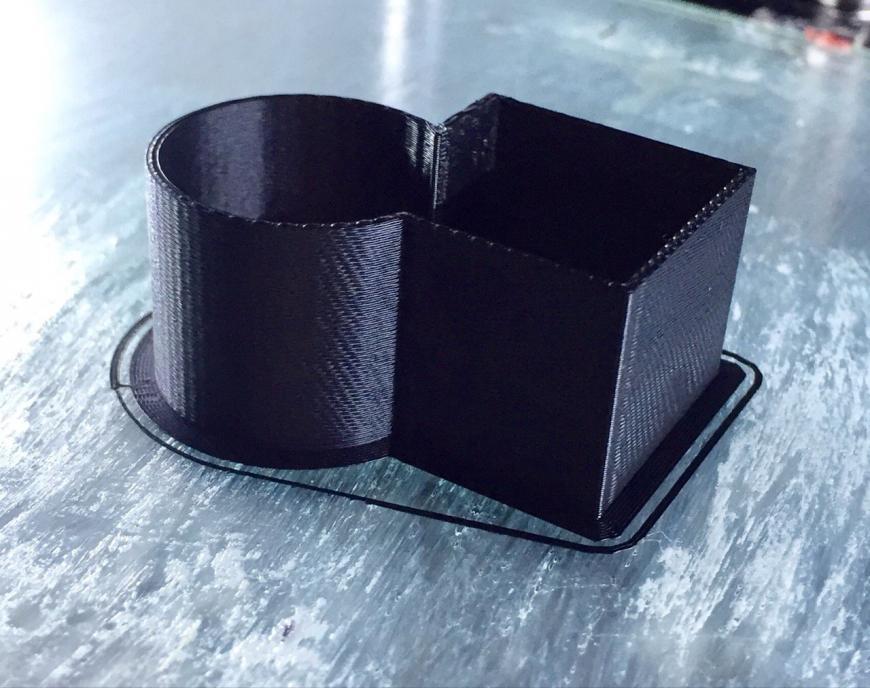
Доброе утро коллеги! Давно хотел провести наглядный эксперимент с пластиком фирмы FD Plast. Сам печатаю пластиком этой фирмы уже достаточно долго, и при точно настроенных параметрах печати результат получается весьма хорошим. Для эксперимента мною была сделана простейшая модель, где присутствует круглая и угловатая формы. Во время эксперимента я буду менять температуру экструдера, и коэффициент подачи. Диаметр прутка как и заявлено производителем 1.75мм (замерил штангенциркулем). Материал – ABS пластик фирмы FD Plast (катушка 1 килограмм, черный). Принтер – Picaso 3D Designer. Принтер чистый, стол откалиброван, печатная камера закрытая, сквозняка нет.
Температура 1 слоя – 245С.
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Высота слоя – 0.2мм.
Скорость печати – 60ммс.
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.

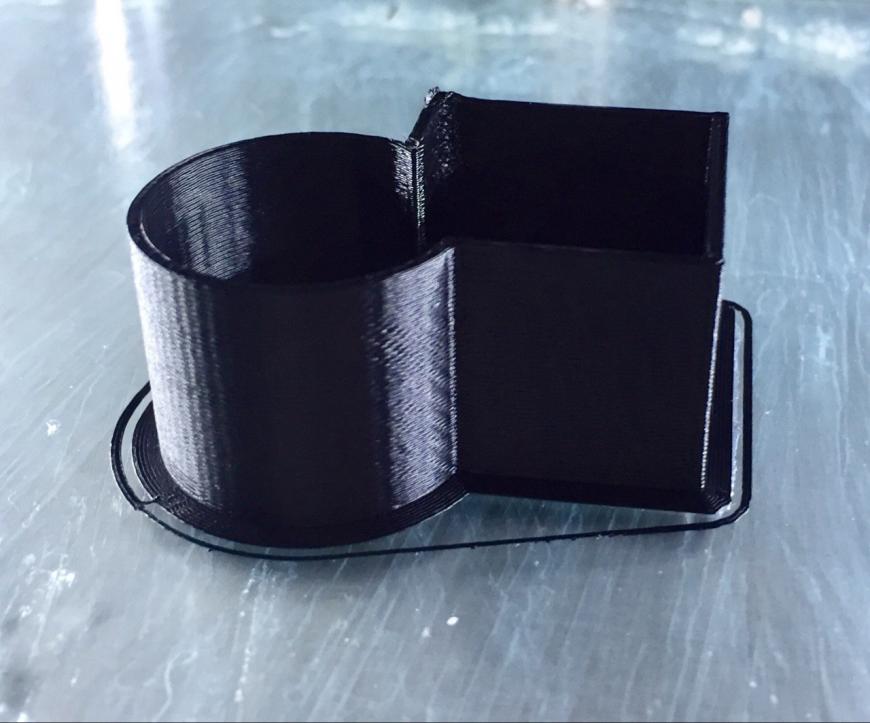
Температура 1 слоя – 250С.
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Высота слоя – 0.2мм.
Скорость печати – 60ммс.
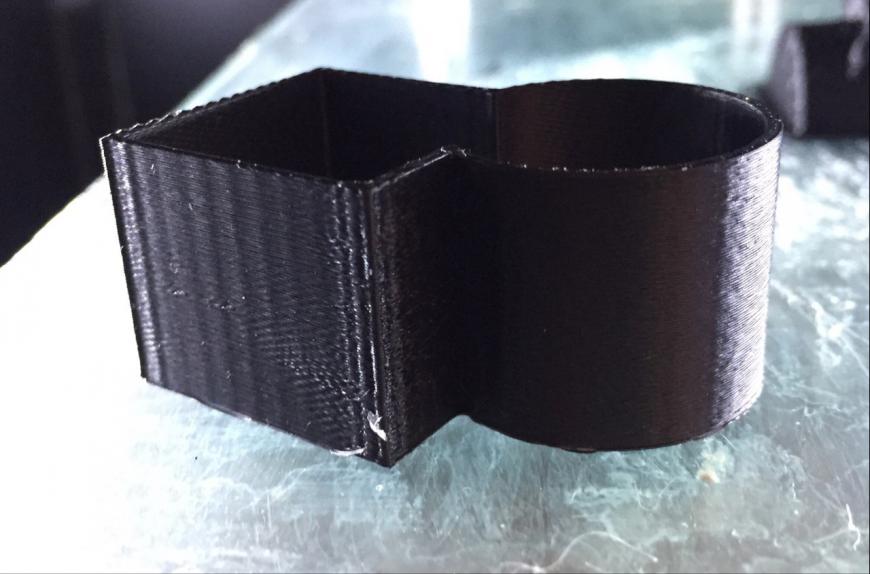
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.

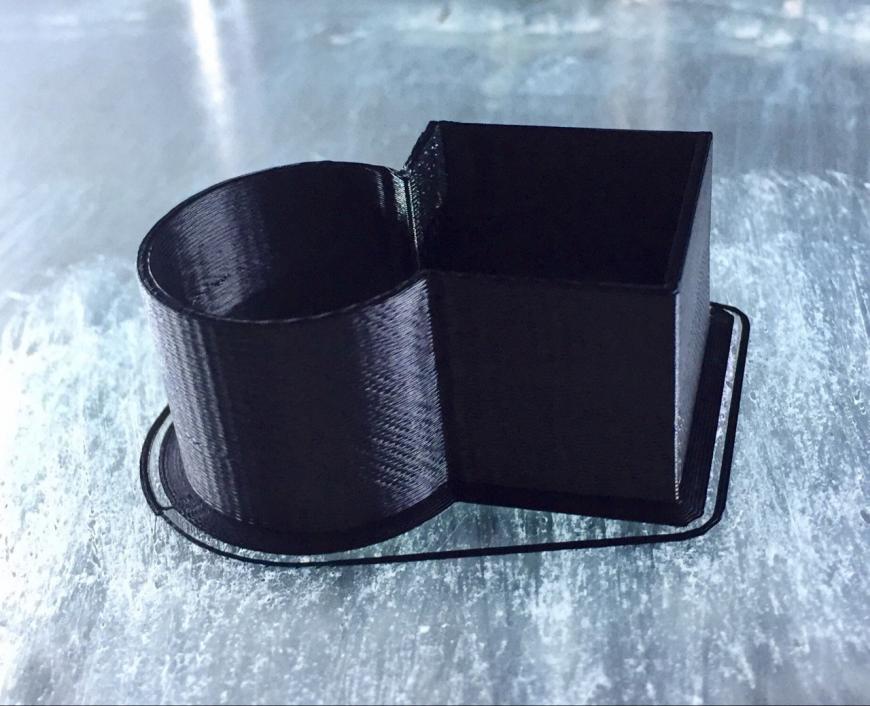
Температура 1 слоя – 240С.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Высота слоя – 0.2мм.
Скорость печати – 45ммс.
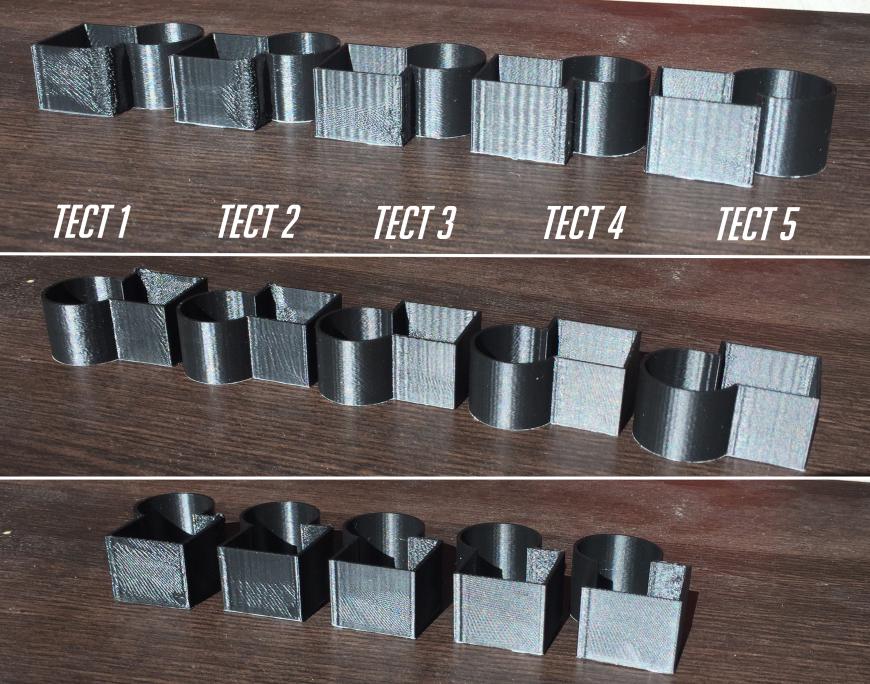
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.

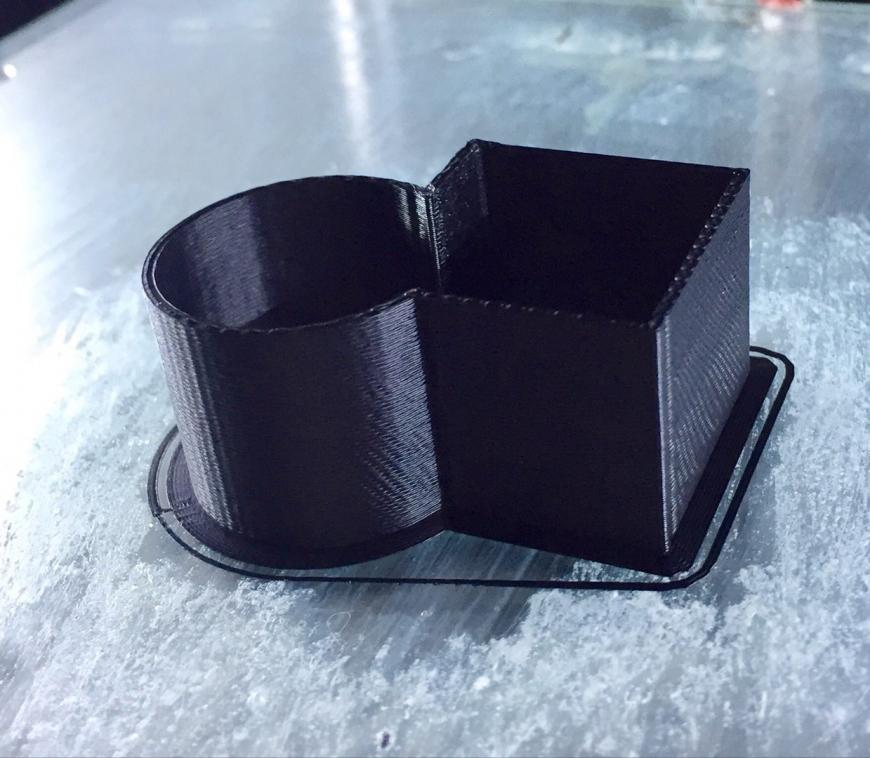
Температура 1 слоя – 240С.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Высота слоя – 0.2мм.
Скорость печати – 45ммс.
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура 1 слоя – 235С.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Высота слоя – 0.2мм.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.

Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
ABS-пластик: характеристики, преимущества и параметры печати
Акрилонитрилбутадиенстирол (АБС, ABS) — один из наиболее популярных материалов для 3D-печати ввиду относительной дешевизны и удачного сочетания физико-механических и химических характеристик.
Тем не менее, АБС не лишен недостатков, наиболее значимый из которых — довольно высокая термоусадка, в большинстве случаев требующая использования не только адгезионных средств, но и закрытых термокамер с подогреваемыми платформами. В противном случае возможно преждевременное отделение печатаемого изделия от столика, а также деформации и растрескивание в процессе 3D-печати. При должной подготовке и использовании соответствующих материалов и оборудования эта проблема успешно решается.

Основные преимущества АБС
АБС демонстрирует хорошие прочностные характеристики, включая ударную стойкость, и отлично поддается механической обработке. Этот полимер также реагирует со многими растворителями, что можно рассматривать и как недостаток, и как преимущество. Например, АБС легко растворяется в ацетоне, что позволяет использовать последний для склеивания отдельных деталей (особенно хорошо работает так называемый «АБС-сок» — раствор АБС в ацетоне), а также сглаживания поверхностей с помощью кистей или паровых бань.

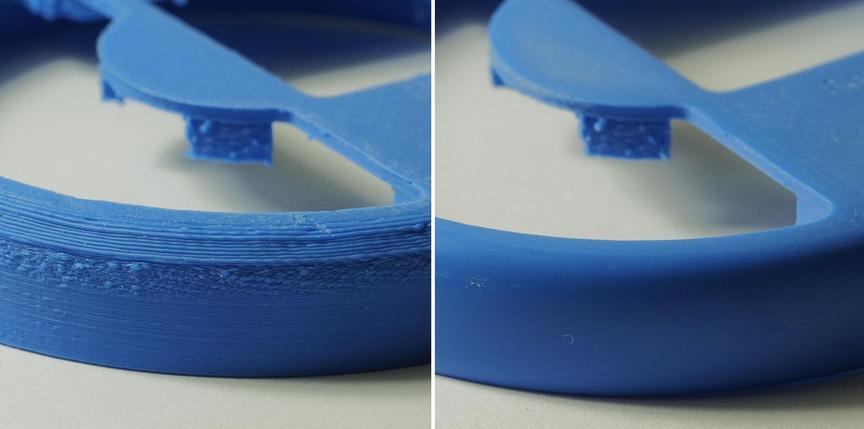
3D-печатная модель из АБС до и после сглаживания парами ацетона
АБС обладает достаточно высокой температурой тепловой деформации, однако длительная эксплуатация деталей без защитных покрытий на открытом воздухе не рекомендуется, так как материал весьма восприимчив к разрушительному действию ультрафиолетового излучения. Для этой цели лучше подходит близкий родственник АБС — акрилонитрилстиролакрилат (АСА, ASA), представленный в нашем ассортименте под названием REC Eternal.
Общие характеристики REC ABS:
- Плотность: 1,05 г/см^3
- Температура эксплуатации: от -40°С до +90°С
- Температура размягчения:
Механические характеристики REC ABS:
- Ударная вязкость по Шарпи: 180,14 кДж/м^2
- Прочность при растяжении вдоль слоев: 29,6 МПа
- Модуль упругости при растяжении вдоль слоев: 1,27 ГПа
- Прочность на изгиб: 65,4 МПа
- Модуль упругости на изгиб: 2,14 ГПа
- Максимальная нагрузка на изгиб: 103 Н
- Прочность при растяжении поперек слоев: 19,7 МПа
- Модуль упругости при растяжении поперек слоев: 2,34 ГПа
- Максимальная нагрузка на растяжение: 785 Н
- Прочность на сжатие: 49,3 МПа
- Модуль упругости на сжатие: 1,71 ГПа
- Максимальная нагрузка на сжатие: 5994 Н
- Предел текучести при растяжении и температуре 23°С: 52 МПа
- Прочность при изгибе 2,8 мм/мин. 23°C: 70 МПа
- Ударная твердость по Роквеллу (шкала R): 112
- Вязкость по Изоду: 25 кДж/м2
- Масло- и бензостойкость (максимальное изменение формы за 24 часа): 0,2%
- Кислородный индекс, %O2 по ГОСТ 21793-76: 18,2-18,5
- Массовая доля золы по ГОСТ 15973: менее 0,01%
Рекомендации по подготовке к 3D-печати
АБС не требует использования высокотемпературных экструдеров или износостойких сопел, но, как упоминалось выше, при работе с АБС необходимо соблюдать достаточно жесткий температурный режим во избежание проблем из-за преждевременной усадки.
Так как степень линейной усадки зависит от габаритов моделей, при 3D-печати небольших изделий длиной и/или шириной в несколько сантиметров зачастую можно обойтись подогревом стола и использованием адгезионного покрытия. Другими словами, такие изделия можно печатать на недорогих 3D-принтерах с открытыми рамами, например множественных клонах Prusa.
При 3D-печати более крупных деталей, измеряемых десятками сантиметров и выше, необходимо использовать как минимум закрытые камеры с подогреваемыми столиками, а оптимально — термокамеры с активной регулировкой фоновой температуры.
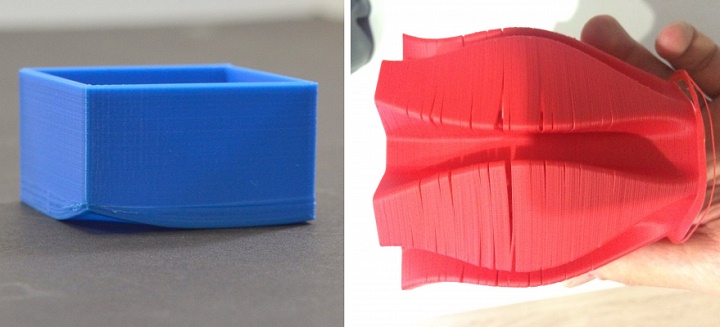
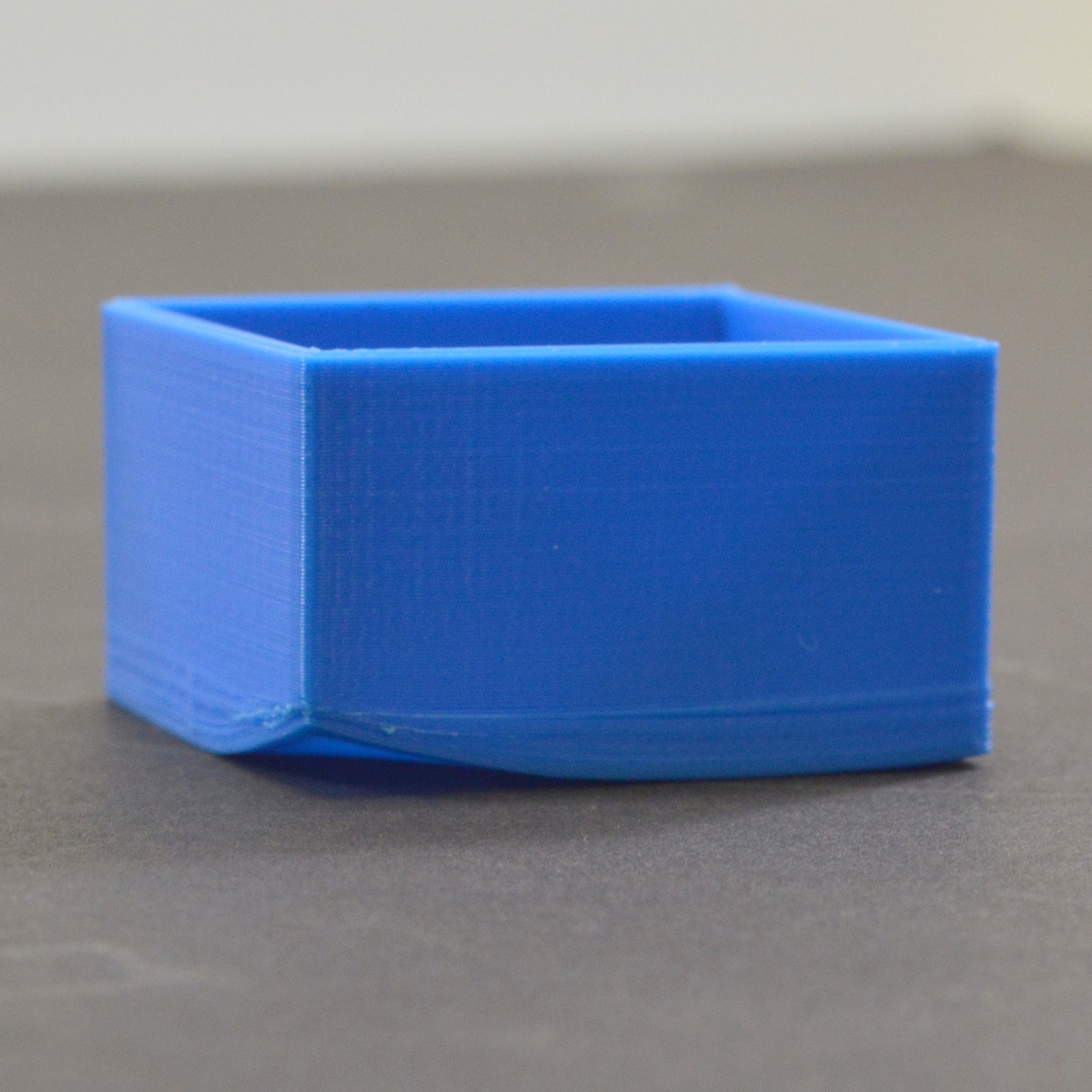
Типичные проблемы при 3D-печати АБС-пластиком, вызываемые усадкой: закручивание нижних слоев и растрескивание
Скорость укладки нити необходимо подбирать, опять-таки отталкиваясь от усадки. При использовании 3D-принтеров с открытой рабочей зоной 3D-печать желательно осуществлять без использования обдува, но для этого скорость укладки должна быть достаточно низкой для того, чтобы пластик успевал схватываться, затвердевать и выдерживать вес последующих слоев. При использовании термокамер, особенно активных, эта проблема нивелируется, так как фоновая температура помогает стабилизировать температуру пластика, что в свою очередь позволяет использовать обдув и наращивать скорость 3D-печати.
Слишком высокой скорости стоит избегать даже при использовании термокамер и обдува, так как хотэнд не будет справляться с плавлением филамента, что приведет к пропускам в укладке материала и образованию дыр в изделиях. Повышать производительность хотэнда через чрезмерное повышение температуры не рекомендуется, так как это может привести к образованию нагара, пробок и даже к пиролитическому разложению материала.
Для повышения адгезии с рабочей поверхностью можно использовать специальные покрытия и клеевые составы. Дополнительно можно печатать рафты или юбки — вспомогательные конструкции под моделью и вокруг нее, увеличивающие площадь соприкосновения.
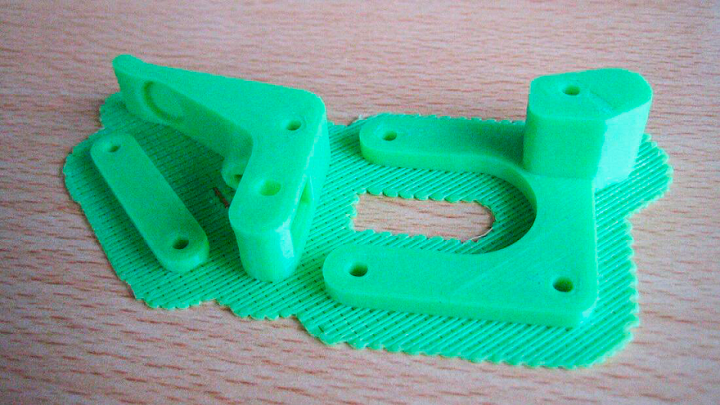
Пример 3D-печати на рафте
Рекомендуемые настройки для 3D-печати материалом REC ABS:
- Температура сопла: 240-270°C
- Температура стола: 90-110°C
- Обдув не рекомендуется
- Рекомендуемые адгезионные средства: клей The3D, полиэстерная пленка
- Минимальный диаметр сопла: 0,1 мм
Хранение
Так как АБС восприимчив к ультрафиолету, материал желательно хранить в темном месте или непрозрачных контейнерах. АБС не отличается высокой гигроскопичностью, но тем не менее рекомендуется хранить вскрытый пластик в плотно закрытых пластиковых пакетах или других контейнерах с добавлением силикагеля для защиты от влаги и пыли. При необходимости материал можно просушить перед 3D-печатью и установить поролоновый пылевой фильтр перед подачей нити в экструдер. Подробный гайд по хранению пластиков для 3D-печати доступен по этой ссылке, а по просушиванию пластиков — здесь.
Безопасность REC ABS
При 3D-печати АБС возможно выделение вредных летучих веществ в небольших объемах, не представляющих серьезной опасности. Тем не менее, рекомендуется печатать в хорошо проветриваемых помещениях и по возможности оборудовать рабочие станции вытяжкой.
Объемы выделений и предельно допустимые концентрации (ПДК):
- Метанол:
- Ацетальдегид:
- Формальдегид: 0,197 +/- 0,049 мг/м^3 (ПДК 5 мг/м^3)
- Стирол:
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC ABS
Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC ABS можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
ABS пластик – настройки печати
ABS пластик, настройки печати. (Введение)
Настройки принтера для 3D печати ABS пластиком
После приобретения материала, важно знать о температурах и настройках печати ABS пластиком для вашего 3D принтера.
Основными характеристиками являются:
- Температура подогрева стола для печати ABS пластиком;
- Рабочая температура сопла для печати ABS пластиком.
На нашем пластике эта информация всегда указывается на упаковке и дублируется на самой катушке пластика.
Полезные статьи на тему ABS пластика:
- Тест настроек параметров печати: Печать ABS пластиком
- Как правильно выбирать ABS пластик Выбор ABS пластика
- Интернет магазин пластика ABS пластик

Содержание статьи:
- Режимы печати ABS пластиком
- Настройки температуры печати ABS пластиком
- Настройки температуры стола для ABS пластика
- Настройки скорости печати ABS пластиком
- настройки обдува ABS пластика
- ABS пластик не прилипает к столу?
- Видеообзор, отзывы, полезные статьи
Режимы печати ABS пластиком
АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3H3N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола. Производство одного килограмма АБС требует эквивалента примерно 8 кг[источник не указан 57 дней] нефти в виде материалов и энергии. Также он может быть повторно переработан. Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США
- Правило #1, чтобы избежать проблем при печати ABS пластиком, не забывайте хранить катушку в закрытом пакете, в случае с нашим пластиком, в каждой упаковке всегда есть зип-пакет с замком для долгосрочного хранения ABS пластика:
Характеристики ABS-пластика
| Температура стеклования ABS пластика | 105 c |
| Прочность на изгиб ABS пластика | 40 МПа |
| Прочность на разрыв ABS пластика | 22 МПа |
| Модуль упругости ABS пластика | 1600 МПа |
| Удлинение ABS пластика | 6% |
| Усадка ABS пластика | (Таблица 2.) |
| Температура плавления ABS пластика | 210 – 250 с |
| Температура размягчения ABS пластика | > 90 c |
| Температура стола | 60 – 110 с |
Настройки температуры стола для ABS пластика
ABS пластик капризный материал и идеальными рабочими условиями для него являются:
- Закрытый (камерный) принтер
- Стол с возможностью подогрева – классическая температура нагрева стола 100 C.
Примеры печати ABS пластиком.
Настройки скорости печати ABS пластиком
Для 3D принтеров с установленным соплом диаметром 0.1 мм – 0.3 мм скорость традиционно лежит в диапазоне 40 – 60 мм/с , при установке скорости свыше данных значений, могу появляться пропуски печати.
Настройки обдува ABS пластика
Для печати печати ABS пластиком как правило обдув не требуется, только если в случае печати мелких деталей для того-что бы слои успевали застывать, либо при печати на повышенных скоростях.
ABS пластик не прилипает к столу?
Лучше всего в вопросе “Почему ABS не прилипает к столу” обратить внимание на следующие моменты:
- Калибровка стола – расстояние между столом и соплом должны быть такое, чтобы там помещался обычный лист
- Использование проверенных адгезивов – фирменный скотч 3М
- Использование “ABS сока” – ABS пластик растворённый в ацетоне
- При печати деталей с габаритами выше средних необходимо использовать “Brims”
ABS-пластик: плюсы и минусы материала, особенности печати
ABS-пластик по праву занимает одно из лидирующих мест в рейтинге самых популярных материалов для 3D-печати. Он хорош как по своим физическим свойствам, так и по стоимости, поэтому привлекает и любителей, и профессионалов.
ABS-пластик совместим с 3D-устройствами, печатающими по технологии FDM. При этом пластик должен иметь вид тонкой нити, накрученной на катушку, которая помещается в специальный отсек. Поступая в экструдер — печатающую головку — нить плавится под воздействием высоких температур и формируется в слои будущей модели.
О том, как это происходит, в чем ценность ABS-пластика и каковы условия работы с ним, пойдет речь далее.
О пластике ABS
Под аббревиатурой ABS скрывается акрилонитрил-бутадиен-стирол. Это второй по распространенности материал для 3D-печати: уступает он только более современному и легкому в использовании PLA.

По сути своей, АБС является ударопрочной технической термопластической смолой на основе трех веществ: акрилонитрила, бутадиена и стирола. Собственно, первые буквы названий этих веществ и стали аббревиатурой АБС.
В производстве этот сополимер ценится за физические свойства:
- нетоксичный;
- легко окрашивается в любые цвета;
- долговечен в условиях отсутствия прямых УФ-лучей;
- устойчивый по отношению к щелочам, бытовой химии, агрессивным моющим средствам;
- устойчивый ко влаге, маслам, кислотам;
- не плавится при температуре до 103 °C (у некоторых модификаций — до 113 °C);
- плотный.
Сферы применения материала практически не ограничены. АБС-пластик используется в машиностроении, производстве крупных и мелких бытовых и электроприборов, промышленных объектов, мебели, спортивного инвентаря, игрушек, канцтоваров, музыкальных инструментов и многого другого.
В последние годы спрос на ABS-пластик существенно возрос за счет увеличения популярности 3D-технологий. Материал идеально подходит для работы на любительском уровне с помощью стандартных настольных устройств.
Плюсы и минусы
АБС — легкодоступный, недорогой, качественный материал, который совместим со многими видами 3D-устройств разных производителей. Изделия из пластика получаются прочными, долговечными и устойчивыми к негативным условиям окружающей среды. Но как и у любого материала у него есть свои недостатки.
Итак, к плюсам пластика ABS можно отнести следующие характеристики:
- дешевизна (одна катушка нити весом 1 кг обойдется примерно в 20–50 долларов);
- долговечность (срок службы изделий из ABS больше, чем деталей из PLA);
- минимальная деформация при больших нагрузках с дальнейшим возвращением к исходной форме;
- легкость обработки разными методами (ручное шлифование, механическая полировка, химическое сглаживание и другие);
- высокая механическая прочность;
- влагоустойчивость и инертность по отношению к кислотам и маслам;
- гибкость и эластичность;
- большой выбор цветовых решений;
- высокие показатели теплоемкости.
Против такого количества достоинств выступает некоторое число минусов материала:
- резкий, стойкий запах плавящегося пластика при печати, поэтому использовать 3D-принтер нельзя в жилом помещении;
- сложность в использовании (для плавления необходима температура около 230 °C, а у некоторых принтеров это максимально возможная рабочая температура);
- деформация по мере охлаждения (сжимание);
- расслаивание при неравномерном остывании изделия;
- недоступность такого же высокого разрешения печати, как у PLA.
При желании и необходимости можно избежать большинства из этих недостатков, если купить качественный пластик надежного производителя. Но и цена его тогда будет выше.
Как печатать ABS-пластиком?
Для печати моделей из ABS-пластика требуется принтер с технологией FDM, совместимая с устройством катушка филамента необходимого цвета, хорошо проветриваемое помещение, в котором люди не находятся постоянно, и макет будущей модели на цифровом носителе.
Катушка с нитью вставляется в специальный отсек, а ее конец направляется в экструдер. Далее принтер приводится в готовность в соответствии с инструкцией, выставляются необходимые настройки и начинается печать модели.

СПРАВКА! Из-за резкого запаха плавящегося пластика находиться в помещении, где установлен принтер, не рекомендуется. Следить за процессом печати можно онлайн, предварительно включив веб-камеру.
Особую важность для качества печати имеют настройки принтера.
Температура и параметры печати ABS
ABS печатается при относительно высокой температуре, около 240 °C. У некоторых моделей это предельная температура нагрева.
ВАЖНО! Для разогрева экструдера до 240 °C не нужен цельнометаллический хотэнд.
Оптимальная температура печати подбирается методом проб и ошибок. Кроме того, имеет значение и температура рабочей поверхности: обычно рекомендуется придерживаться нормы около 80 °C.
Приблизительные оптимальные параметры печати ABS-пластиком:
- температура плавления — 240–260 °C;
- толщина слоя — на 20 % меньше диаметра сопла;
- температура рабочей поверхности — 80–115 °C;
- коэффициент подачи пластика — 0,85–0,95;
- скорость печати — 30–60 мм/с.
Одной из главных проблем в работе с ABS-пластиком является отхождение модели от платформы из-за низкой адгезии. Как правило, такого не происходит, если платформа с подогревом: это помогает избежать деформации изделия при его остывании и, соответственно, отхождения от платформы.
Если платформа без подогрева, находят другие варианты решения: раствор ABS-пластика в ацетоне, лак для волос, клей-карандаш или специальный клей для 3D-печати.
Особенности печати ABS-пластиком
В принципе, работать с ABS-пластиком несложно, если знать его сильные и слабые стороны и хорошо подготовиться к процессу. Особенности печати и постобработки изделий из материала влияют на качество, прочность и долговечность полученных моделей.
Сушка филамента
ABS-пластик гигроскопичен, т. е. впитывает влагу, как и любой материал для FDM-принтеров. Попадание воды в толщу филамента означает, что структура пластика нарушается, устройство может повредиться при печати, а качество готового изделия будет низким.
Признаки влажности филамента таковы:
- характерный треск и посторонние звуки при экструдировании;
- низкая прочность готовых моделей;
- слабое сцепление слоев деталей;
- неровные линии экструдирования;
- дефекты печати: натеки, пузыри, вмятины;
- нечеткая поверхность изделия.
Если филамент проявляет все признаки влажности, не нужно его выкидывать. Его можно спасти сушкой и желательно сделать это сразу же, как будет установлен факт попадания влаги в катушку.
Никаких специальных приспособлений для сушки филамента не нужно. Воспользоваться можно обычным духовым шкафом: для этого катушку с нитью помещают в духовку на 4–6 часов при температуре 80 градусов. Чем дольше нить пробудет в духовке, тем суше она станет.
ВАЖНО! Катушку с филаментом нужно помещать в духовку, уже разогретую до нужной температуры.
Альтернативный способ — сушка в сушилке для овощей и фруктов. Температура и время сушки такие же.
Нагрев платформы печати
Нагрев платформы печати — обязательное условие для хорошей адгезии. Если платформа недостаточно горячая или вообще холодная, конечный результат будет, мягко говоря, неудовлетворительным: изделие попросту не зафиксируется на платформе или отстанет с последующими слоями. Как итог — напрасно потраченные время и материал.
Вообще при работе с ABS-пластиком рекомендуется пользоваться правилом чем выше температура платформа, тем лучше. Но если первый слой все равно отстает, нужно или уменьшить скорость печати, или увеличить температуру экструдера.
Для первого слоя оптимальная температура платформы — около 115 градусов, для второго и последующих — до 100–105.
Нужен ли обдув при печати ABS?
Один из самых спорных вопросов в сфере 3D-печати. Тут следует запомнить 2 момента:
- обдув нужен, если время печати каждого слоя меньше 20–30 секунд;
- лучше использовать вертикальный сферический, а не фронтальный обдув (для равномерности).
Обязательным обдув при работе с ABS-пластиком не является, ведь, установив оптимальные параметры скорости печати и температуры экструдера и рабочей поверхности, можно добиться того, что изделие не будет растекаться, перекашиваться и остывать.
А вот если требуется значительно ускорить печать, то обдув поможет сохранить качество изделия.
Обработка пластика ABS после 3D-печати
Новичкам, которые только начинают работу с АБС-пластиком, результат работы может показаться неудовлетворительным. Готовые пластиковые изделия после снятия с платформы имеют шершавую неравномерную поверхность, у них видны линии слоев, иногда появляются зазоры.
Чтобы привести элемент в надлежащий вид, нужно правильно выполнить его постобработку.
Печать ABS на холодной платформе
Печать ABS на холодной платформе приведет к плохому результату: изделие просто не сцепится с ней. Чтобы обеспечить плотное прилегание первого слоя к рабочей поверхности, нужно использовать специальные клейкие составы или покрыть ее раствором из ABS и ацетона.
Но тут нужно учитывать, что запах при печати будет еще сильнее, поэтому нежелательно находиться в помещении во время процесса.
Удаление поддержки
Поддержки необходимы для тех изделий, у которых есть углы 45–70° и более. В этом случае опорные элементы поддерживают эти углы и нависающие элементы и не дают им стекать, обваливаться или деформироваться.
Поддержки бывают растворимыми и нерастворимыми в зависимости от материала, из которого печатаются.
Растворимые опоры можно удалить двумя способами:
- водой (PVA);
- специальными составами (лимонен, изопропиловый спирт или их смесь).
Нерастворимые поддержки удаляются вручную механическим путем с помощью ножей, плоскогубцев и различных щеток. При этом важно соблюдать осторожность и бережно обрабатывать готовое изделие, потому что существует риск повредить модель.
Химическая полировка
Химическая полировка при помощи ацетона — один из самых простых и эффективных способов выровнять поверхность изделия. Делается это следующим образом:
- в глубокую емкость укладываются бумажные полотенца;
- влить сверху немного ацетона, чтобы полотенца его полностью впитали;
- положить сверху один слой фольги;
- поместить на фольгу готовое изделие и плотно закрыть емкость крышкой.
Через несколько часов контейнер нужно открыть, аккуратно извлечь фольгу вместе с моделью и оставить на некоторое время на открытом месте, чтобы ацетон выветрился.
ВАЖНО! Прикасаться с детали сразу после открытия емкости запрещено, поскольку верхний слой модели является полурастворенным и очень хрупким.
Механическая шлифовка и полировка
Механическая шлифовка изделий из ABS требуется для того, чтобы скрыть зазоры между слоями. Для полировки потребуется наждачная бумага разной зернистости или же специальный состав — шлифовальная паста.
Обрабатывать изделие пастой или наждачкой нужно медленно, аккуратно, обязательно используя защитную медицинскую маску.
Склеивание
Очень часто размер итогового изделия намного превышает объем печати 3D-устройства. В этом случае можно напечатать необходимые детали по отдельности и потом их склеить. Порядок действий при этом таков:
- Очистить поверхность от пыли и загрязнений.
- Смочить обе детали ацетоном.
- Плотно прижать друг к другу детали и держать их так до тех пор, пока ацетон полностью не испарится.
ВНИМАНИЕ! Увеличение площади склеиваемых деталей увеличивает прочность соединения, поэтому в 3D-модели, состоящей из нескольких частей, желательно предусмотреть места для стыков.

Шпаклевка
Шпаклевка элементов требуется в тех случаях, если в них образуются пустоты. Для их заполнения используют смесь из филамента и ацетона, соединенных в соотношении 1:2. Если пустоты слишком глубокие, количество пластика можно увеличить.
Также для шпаклевки пластиковых 3D-изделий, выполненных из АБС, можно использовать шпаклевку на основе эпоксидной смолы.
Окраска
Наилучшую адгезию с АБС обеспечивают акриловые краски. Благо, они доступны, представлены в широком цветовом многообразии, посты в работе и очень качественно прокрашивают даже мелкие детали.

СПРАВКА! Если выбор пал на другой тип краски, понадобится смешать ее с акриловым грунтом.
Наносить красящий состав лучше всего с помощью аэрографа или баллончика. Предварительно нужно испытать краску на небольшом кусочке изделия из того же филамента.
Вставка металлических деталей
Чтобы придать долговечность готовым изделиям, обычно в них вставляют вставки из латуни с резьбой. Если они предусмотрены конструкцией, во время печати для них потребуется сделать гнезда подходящего диаметра или периметра.
Вставку нужно наполовину поместить в гнездо, затем слегка нажать на нее сверху вниз хорошо разогретым паяльником. Когда вставка займет требуемое положение, нужно дать детали полностью остыть, после чего использовать по назначению.
Примеры напечатанных изделий



Подводя итог вышесказанному, ABS-пластик — доступный и потому популярный материал для FDM-принтеров со своими плюсами и минусами. Из него получаются прочные и долговечные элементы, которые не деформируются со временем и хорошо выдерживают негативные воздействия окружающей среды, начиная от влажности и заканчивая механическими ударами.
Добиться максимального качества готовых изделий можно, если подобрать оптимальные параметры печати и правильно выполнить их постобработку.
- 10 августа 2020
- 10740
Выбор температуры для печати на 3D-принтере
- Виды пластиков и их температуры плавления
- PLA
- ABS
- PETG
- HIPS
- SBS
- Nylon
- TPU
- PVA
- PEEK
- Композитные пластики
- Настройка температуры на принтере
- Правильная установка термопары в хотенде
- Настройка прошивки
- Настройка PID
- Температура размягчения и постобработка
- Универсальная таблица
- Виды пластиков и их температуры плавления
В мире 3D-печати существует множество различных пластиков, обладающих различными характеристиками, в том числе и разными температурными режимами. Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Виды пластиков и их температуры плавления
Самым важным является выбор температуры сопла, ведь от нее зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям.
Слишком высокая приведет к нарушению геометрии модели, появлению полостей или даже к поломке принтера. На модели это также отразится: пластик не будет успевать застыть в том месте, куда его выдавил принтер, и немного сдвигаться. Также, при слабом охлаждении горла, в нем будут возникать пробки, полностью останавливающие печать.
А при слишком низкой температуре пластик может выдавливаться в недостаточном объеме, тем самым ухудшая прочность и внешний вид модели. Если пластик будет слишком твердым, то принтер не сможет продавить необходимый объём.
Температура стола важна для прилипания (адгезии) первого слоя. Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
Данная аббревиатура расшифровывается как полилактид. Изготавливается из кукурузы и сахарного тростника, вследствие чего PLA является одним из самых безопасных пластиков для бытового использования. Из-за лёгкости 3D-печати и низкой токсичности этот пластик является самым популярным для начинающих 3D-печатников.
Настройки температур:
Температура сопла: 190-210°C
Температура стола: 60-70°C
Скорость вентилятора: 100%
Температура печати PLA пластиком является одной из самых низких среди всего разнообразия материалов, но стоит обратить внимание на скорость вентилятора обдува модели, так как этот пластик остается гибким в большом диапазоне температур. При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
Несмотря на сложности при 3D-печати этим пластиком, он является вторым по популярности, так как сочетает дешевизну и универсальность. Намного гибче, чем PLA пластик, что позволяет печатать пружины и гнущиеся детали. Из-за меньшей прочности его легче обрабатывать механическим образом: надфилями и наждачной бумагой. Но из-за выделения токсинов при нагреве этот пластик лучше не использовать при печати посуды или кухонных приспособлений.
Температура сопла: 230-250°C
Температура стола: 90-100°C
Скорость вентилятора: 50-75%
ABS пластик имеет большую усадку, поэтому скорость вентилятора лучше не увеличивать выше 40-60%, но если есть маленькие детали или печать мостов, то скорость можно увеличить до 75-80%. При слишком быстром остывании деталь может потрескаться прямо во время печати.
Прочность данного пластика сильно зависит от температуры, поэтому если точность не столь важна, то температуру лучше увеличить вплоть до 250°C. Если печатать с самой низкой температурой, то прочность детали может уменьшиться в 2 раза, относительной той же модели, напечатанной при максимально допустимой температуре.
Будьте осторожны: при печати ABS пластиком в закрытом помещении у вас может возникнуть головокружение или головная боль! Печать на 3D-принтере необходимо проводить в хорошо проветриваемых помещениях, закрывая 3D-принтер от прямого сквозняка, чтобы испарения из пластика не вредили вам.
Данный пластик имеет большую химическую стойкость, поэтому его используют при изготовлении посуды. При этом он объединяет прочность PLA пластика и гибкость ABS. Но необходима долгая настройка правильных температур именно для вашего принтера, чтобы убрать все дефекты печати.
Настройки температур:
Температура сопла: 230-260°C
Температура стола: 60-90°C
Скорость вентилятора: 25-50%
Часто встречается проблема с “волосками” в некоторых частях модели. В таких случаях можно увеличить расстояние ретракта. Изменение температуры почти никак не изменит ситуацию. Из-за малой адгезии пластика к самому себе, скорость вентилятора не следует настраивать выше 50%, иначе модель будет легко разламываться между слоями.
Этот пластик используется в качестве материала поддержек при печати на принтерах с несколькими экструдерами. Обычно основным пластиком выступает ABS или PLA, так как они нейтральны к D-лимонену, а HIPS в нём полностью растворяется. Это позволяет получить почти идеальное качество нависающих элементов.
Настройки температур:
Температура сопла: 230-240°C
Температура стола: 90-100°C
Скорость вентилятора: 0%
Так как прочность и твёрдость данного пластика крайне мала (иногда его можно продавить ногтем), его не следует использовать как основной материал модели. Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
| Производитель | Tiger 3d |
| Производитель | Tiger 3d |
| Производитель | Tiger 3d |
| Производитель | Esun |
Основным свойством данного пластика является прозрачность и гибкость. Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 60-80°C
Скорость вентилятора: 50-100%
Совет: Если необходимо распечатать герметичную деталь, то поток следует увеличить на 1-2%. Это увеличит расхождение размеров относительно модели, но сделает модель полностью герметичной.
Nylon
Данный пластик многим знаком в повседневной жизни благодаря одежде из нейлона. Используется в изготовлении шестерней и других подвижных элементов из-за своей гибкости, прочности и малого коэффициента трения.
Настройки температур:
Температура сопла: 240-260°C
Температура стола: 70-90°C
Скорость вентилятора: 0-25%
Пластик требует долгого выбора правильных температур, так как имеет множество проблем: плохая спекаемость между слоями, низкая адгезия, гигроскопичность (способность впитывать влагу из воздуха). Последняя характеристика крайне важна, так как она кардинально меняет поведение пластика. Из-за наличия частичек воды в пластике, модель становится очень хрупкой, а поверхность шероховатой, например, как на фото ниже.
Поэтому крайне важно хранить пластик в сухости. А если неизвестно, набрал ли пластик влагу, то лучше его просушить с помощью специальных устройств или в духовке при температуре 60-70°C на протяжении 2-5 часов.
Некоторые называют данный пластик “резиновым”. И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
Настройки температур:
Температура сопла: 210-240°C
Температура стола: 50-70°C
Скорость вентилятора: 50-100%
Из-за его гибкости могут возникнуть проблемы при печати, а именно зажевывание пластика в механизме подачи. Печатать этим пластиком рекомендуется только в директ экструдерах при маленьких скоростях, не превышающих 40 мм/с. Можно попробовать печатать им в боуденах, но тогда скорость должна быть не более 20-30 мм/с, так как иначе филамент будет сворачиваться в трубке и печать прекратиться.
Причиной данной неполадки служит зазор между отверстием, где филамент выходит из экструдера, и шестерней подачи. Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
Водорастворимый пластик, использующийся для печати поддержек. Обладает малой прочностью, из-за чего использование в качестве основного материала детали невозможно. В отличии от HIPS, обладающим схожими свойствами и применением, PVA намного легче удалять с детали, так как даже при нагреве и растворении в воде он остается абсолютно безвредным.
Настройки температур:
Температура сопла: 220-230°C
Температура стола: 65-75°C
Скорость вентилятора: 0-50%
Так как данный пластик необходим только для создания поддержек, то обдув лучше не использовать. Если же необходима качественная деталь, полностью состоящая из PVA пластика (например, растворимая пробка или крепление), то скорость обдува должна быть ниже 50%, так как адгезия слоев у данного пластика крайне мала. Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
| Производитель | Esun |
| Производитель | Esun |
| Производитель | Esun |
| Производитель | Bestfilament |
Расшифровывается данное название как поликарбонат. Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Настройки температур:
Температура сопла: 290-310°C
Температура стола: 90-120°C
Скорость вентилятора: 0-25%
Так же как PETG, данный пластик очень гигроскопичен, поэтому требует хранение в сухом пространстве, а лучше в пакете с силикагелем. Из-за необходимости поддержания высоких температур и особенностей хранения, поликарбонат мало распространен в 3D-печати.
Данный пластик является сложным для 3D-печати, но при этом обладает выдающимися механическими характеристиками. Поэтому из него изготавливают детали, рассчитанные на работу с большой нагрузкой и трением. Также он нейтрален к различным химикатам.
Настройки температур:
Температура сопла: 350-410°C
Температура стола: 120-150°C
Скорость вентилятора: 0-25%
Для печати PEEK необходимо иметь профессиональные 3D-принтеры. Если использовать 3D-принтер, предназначенный для домашнего использования, то есть вероятность сжечь экструдер и нагревательный элемент в нём. Также необходима нагреваемая термокамера.
Композитные пластики
В данную категорию можно отнести филаменты, содержащие частички какого-либо материала. Такой материал состоит из двух частей: основа (обычно PLA, ABS или иной пластик) и добавляемый компонент (древесина, металл, керамика или углеродные волокна) . Различаются данные пластики не только по виду добавляемого компонента, но и по процентному содержанию. Обычно чем выше содержание дополнительного компонента, тем сильнее свойства пластика отличаются от свойств основы.
Температура зависит от основы, из которой состоит филамент. Все необходимые параметры необходимо узнать у производителя.
Общей особенностью всех пластиков данной категории является необходимость использования сопла с большим диаметром выходного отверстия (от 0.5мм). Иначе сопло быстро забьётся добавляемым компонентом. Также крайне важен материал сопла, так как обычные латунные сопла быстро сотрутся. Обычно хватает сопел из закаленной стали.
Настройка температуры на принтере
Прежде чем приступать к печати очень важно быть уверенным, что принтер нагревает сопло до правильной температуры и делает это без скачков. Для этого нужно удостовериться в настройке прошивки принтера и правильности установки термопары.
Правильная установка термопары в хотенде
Принтер получает данные о температуре хотенда с помощью термопары, которая устанавливается в хотенд. Обычно для этого есть специальное отверстие, в него нужно как можно глубже вставить термопару. Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Внимание: плохо закреплённая термопара может выпасть из хотенда, тем самым создавая вероятность возникновения пожара!
Настройка прошивки
Если принтер собирается самостоятельно, то важно выбрать тип термопары в прошивке. Если вы собираетесь использовать прошивку Marlin, то необходимо зайти в файл Configuration.h, и найти строку:
#define TEMP_SENSOR_0 0
На месте последней цифры может стоять не ноль, а другая цифра. В большинстве случаев, если у вашего принтера стоит термистор в виде “капельки”, то вместо последней цифры необходимо поставить 1. В итоге у вас должна получиться строка:
#define TEMP_SENSOR_0 1
Если принтер определяет температуру неправильно, то стоит попробовать изменить последнюю цифру на иную. Список цифр и термопар, которые они обозначают, написан над этой настройкой.
Такая же настройка есть и у стола, её можно найти по строке:
#define TEMP_SENSOR_BED 0
Здесь также следует поменять 0 на 1.
Настройка PID
Под этой аббревиатурой скрывается сложное название: пропорционально-интегрально-дифференциальный регулятор. Если говорить простым языком, то это функция, позволяющая точнее держать температуру в заданных рамках. Так как принтер может только включать и выключать нагревательный элемент, то единственный способ контроля температуры это выключение нагревательного элемента при достижении необходимой температуры, и включение его, если температура упала ниже заданного значения. Но в таком случае температура будет сильно “скакать” из-за инертности нагревателя. Именно для этого и существует функция PID – компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Для настройки PID необходимо проводное подключение к принтеру. Для отправки команд лучше всего использовать Repetier-Host. Как только вы подключитесь к принтеру, на него нужно отправить команду:
Здесь цифра, стоящая после C отвечает за количество циклов нагревания-остывания, через которые пройдёт принтер, а цифра после S отвечает за температуру, для которой настраивается PID. Несмотря на то, что настраиваться принтер будет на определенной температуре, эти настройки подойдут и для более высоких температур.
После некоторого времени принтер отправит в консоль значения трёх параметров PID: Kp, Ki и Kd. Эти параметры и отвечают за настройку PID. Чтобы ввести эти цифры в настройку принтера нужно отправить команду:
M301 P14.82 I0.8 D68.25
Здесь после букв P, I и D идут соответствующие значения Kp, Ki, и Kd из предыдущего шага. Если ввести эту команду, то настройка PID сохранится только до выключения принтера. Можно добавить эту команду в стартовый GCODE для каждой модели, которую вы будете печатать. В некоторых принтерах можно изменить эти параметры через меню самого принтера.
Температура размягчения и постобработка
После 3D-печати можно обработать деталь с помощью воздействия высокой температуры. Это позволяет увеличить ее прочность и изменить геометрию детали. В домашних условиях для этих целей можно использовать духовку. Но следует быть осторожным: некоторые пластики при нагреве выделяют опасные вещества, поэтому лучше использовать другие методы. Например, альтернативой может послужить паровая баня, горячая вода или фен. Главным параметром такой обработки является температура. Необходимо иметь достаточно высокую температуру, чтобы материал модели начал переходить из твёрдого состояния в вяло-текучее, но не превышать некоторый порог температуры, после которого деталь может неконтролируемо изменить свою геометрию.
Список пластиков и их температур размягчения:
